
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















机加工绿色转型数字化实践:基于现场的切削液寿命快捷管理
机械加工业的竞争越发白热化,如何破“卷”,其中可持续的产品生产已经成为了企业竞争力的重要组成部分,特别是伴随着世界范围内对环境保护、社会责任与公司治理问题的广泛关注,如何践行可持续的产品生产,机械加工业已经从被忽视的细节之处开始了行动,通过技术创新与管理理念的进步开启了绿色转型。
车间现场往往充斥着噪音、铁屑与油污,是污染的重灾区。而从另一个角度看,零件的生产过程汇聚了员工、设备、技术与管理这些要素,正是制造业绿色转型最为实际的出发点。针对机加业工作环境与存在的环境污染问题,我们进行了一系列企业的实地参访,同时面向航空航天领域大中型制造企业各个层级人员进行了问卷调查,收到73份有效问卷,他们大多数是一线操作人员与工艺技术人员(占比67%),管理层占比23%,年龄集中分布在30岁-49岁,承诺所提供的为真实信息。
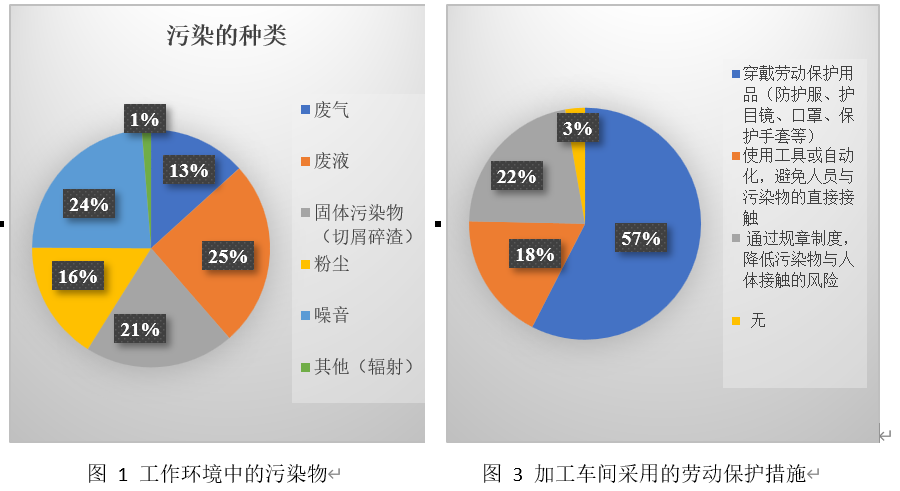
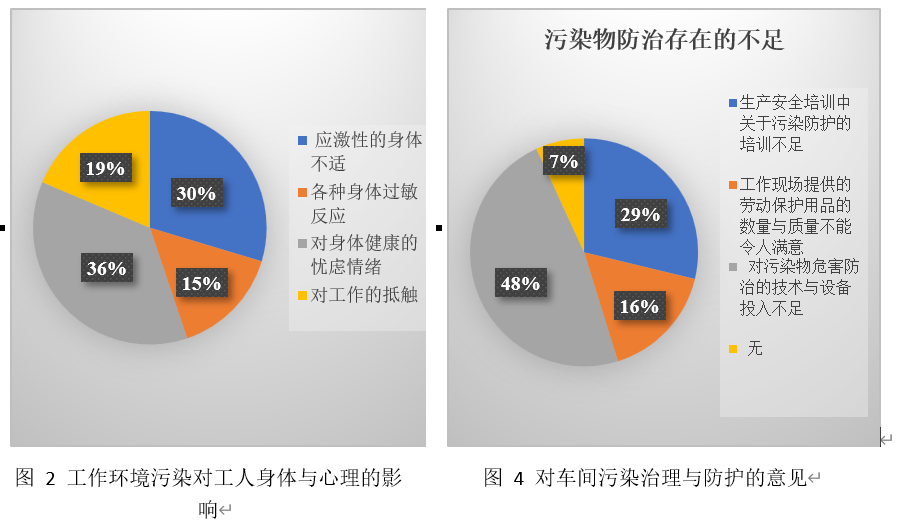
问卷调查结果如图 1-图 4所示,工人在机加车间的日常工作中有可能接触到污染有废液、固体污染物(切屑、碎渣等)、废气与噪音,其中接触到各种废液的情况最为常见(见图 1)。在工作环境接触污染后,有30%的受访者反映发生了应激性的身体不适,例如刺激性气味导致的恶心等,15%的受访者则表示会出现各种过敏反映,例如接触废液后的皮肤刺痛以及由异味导致的咳嗽等,在污染环境中工作导致对身体健康产生忧虑情绪甚至是抵触工作的受访者分别达到了36%与19%(见图 2)。约57%的受访者表示目前生产环境中污染物防护的措施主要是配备劳动保护用品,建立规章制度在生产工作中对各种操作进行规范以避免污染危害的占到了22%,表示所在单位通过采用自动化技术以及建立规章制度以降低工人直接接触污染物风险的受访者则仅有18%(图 3)。在另一方面,受访对象也普遍表达了对进一步改善生产环境的期待,受访者普遍指出的问题中,“用于污染物防治的技术与设备的投入不足”占48%,“培训不足”占29%,“劳动防护用品的数量与质量不能令人满意”则占16%(图 4)。
调研显示,变质的切削液是机加工中的主要污染源。在零件加工中喷射切削液能够起到润滑与冷却刀具的作用,从而保证零件加工表面的质量,并且延长刀具的使用寿命。然而在长期使用后,机床泄露的油污在切削液的表面积聚形成油膜,切削液池中隔绝空气的环境非常适宜厌氧菌的繁殖,菌群的代谢产物混杂着油污,产生浓重的异味。切削液中各种添加剂和所携带的油污在加工中高压喷射产生大量的气溶胶,对于呼吸道有非常强的刺激作用,甚至可能诱发气道不适与突发性哮喘。长期暴露在高油雾浓度的加工环境中时,工人发生慢性支气管炎、肺部不适的可能性将激增。如图 5所示,空气动力学直径小于10μm的颗粒物(即PM10)可进入人体的呼吸系统;空气动力学直径在2.5μm~10μm的颗粒物在人体的上呼吸道沉积;空气动力学直径小于2.5μm的颗粒物(即PM2.5)能进入人体的下支气管,并造成永久性伤害;而小于0.2μm的颗粒物则能自由进入肺泡,甚至进入血液污染血液。出于安全原因,操作机床等旋转机械不能佩戴手套,因此工人在机床上进行拆卸工件等工作时将不可避免地接触到切削液。切削液的配方中通常都会添加氯化物杀菌剂,使得切削液具有强刺激性。因此与切削液发生皮肤接触后会有不同程度的过敏变态反应。总而言之,变质切削液作为机械加工生产环境中的主要污染源,对现场工人的身体健康与心理状态产生了显著的负面影响。
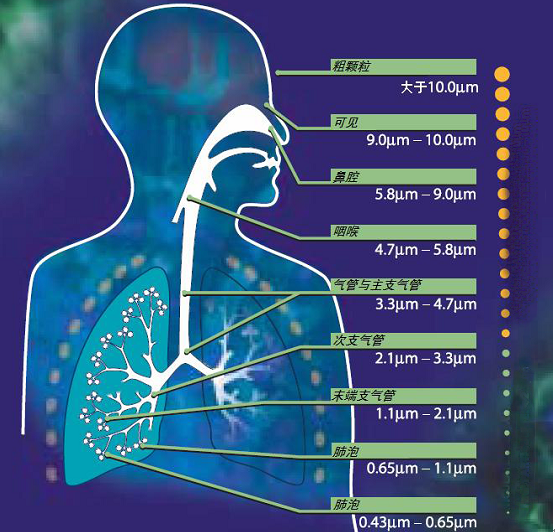
图 5 颗粒物进入呼吸系统的部位示意图
综合车间一线工人与生产管理人员的反馈,我们认为,变质切削液导致的作业现场环境污染并非完全不可避免,通过使用高品质的生物安全切削液并且对切削液进行全生命周期管理能够使切削液在尽可能长的时间能保持高品质,从而改善加工车间现场的环境问题。这就需要对切削液品质开展定期检测,但是在许多企业以生产为主的作业准备中往往忽视了对切削液的检测,并没有配置检测的工具并安排员工培训,因此导致了难以及时掌握切削液的状态并在品质下降后及时采取干预措施。这既是一个生产观念问题,也是一个经济成本问题,仅仅依靠人的主观判断进行换液将产生极大的浪费与污染物。在降本增效的大背景下实现具有成本优势的切削液全寿命周期管理,对推动机械加工企业生产的绿色转型具有重要价值。
金属切削加工中最为常用的是半合成式切削液,通过浓缩液(含有少量矿物油与油性剂、极压润滑剂、防锈剂、表面活性剂和防腐杀菌剂等成分)与水按照一定的比例配比,均匀融合后使用。影响切削液品质的因素包括切削液的浓度、PH值以及亚硝酸盐含量,此外,勾兑切削液所使用的水的硬度(即水中含有的矿物盐的浓度)对切削液的品质有着重要的影响,切削液过高的浓度与不适宜的PH值将导致切削液具有较高的生物刺激性。同时,在使用过程中,切削液中积聚的亚硝酸盐含量逐步升高,接触后有刺激癌症的风险,是严重的健康隐患。此外,过高的水体硬度则将影响合成型切削液的稳定性,促使“水油分离”的情况产生,加速油膜的积聚。
对于切削液浓度的测定可以使用分光浓度计,而PH值、亚硝酸盐与水体硬度则可以通过常见的水质检测试纸完成。当然,对于非化学检测专业的一线技术人员,如何对检测结果进行判别与及时、高效地记录并且保存记录是实施切削液全寿命周期管理的关键所在。今天,智能手机上各种移动应用APP的便利在生活中无处不在,作为伴随着数字技术成长的Z时代,我们认为,可以开发一款移动端应用小程序,帮助生产一线人员便捷地实现对切削液地全寿命周期管理。为了帮助加工车间实现切削液全寿命周期的管理,APP设计了以下的功能:
1) 记录分光浓度计的读数,并且自动根据浓度的数值对用户进行提示,帮助他们判断浓度是否合适。
2) 使用手机拍摄PH、亚硝酸盐与水体硬度检测试纸的照片,APP能够读取照片并对试纸的颜色进行解析并提示用户,帮助用户对这些指标是否合适进行判断。
3) 依据时间轴存储这些检测数据,帮助用户在换液间隔期间跟踪切削液品质的变化趋势,从而及时进行补水、补液、过滤与换液的决策。
在完成开发与调试后,我们回到同一家机械加工厂的金属切削车间,对这套APP进行了试用。首先,对车间技术员与工人进行了简单的培训。由于智能手机的普及,只需要采购一支分光浓度计、一盒常见的检测试剂,一线的操作人员下载APP即可完成检测切削液品质的工作。由于在开发环节中预置了切削液各项检测指标的判断阈值,对切削液品质的判断变得非常简单,一线操作人员只需要拍摄照片与记录数据,APP就可以提示他们切削液的各项检测指标是否处于正常的区间。

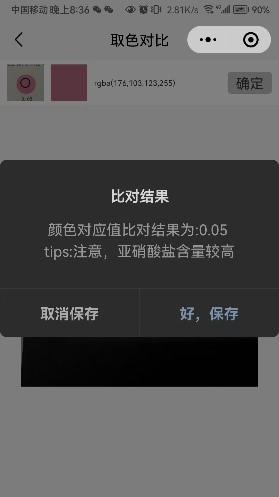
上图为其中一次测试的截屏示例
在APP投入试用后,生产管理人员只需要设定检测的周期,当班的操作员工就可以高效地完成切削液品质地检测与记录工作。通过对切削液各项指标的跟踪分析,车间的生产管理人员及时发觉了浓度与PH值存在偏高的问题,由于以往切削液变质的时间较短,现场技术人员往往勾兑浓度偏高的切削液原液,希望高浓度的切削液能够抑制厌氧菌的繁殖。这也是一线车间操作人员反映异味浓重,皮肤与呼吸道过敏的原因所在。分析情况后,及时做出了对切削液进行补水的决定。随后在对切削液用水进行水体硬度检测时则发现了当地自来水水质偏硬的问题,及时购买了水体软化剂对补液用水进行处置。在完成水体软化与补液后,切削液进行了长达1个小时的机床内部循环从而使得补充的水分与原有的切削液融合均匀。由于切削液达到了适当的浓度,同时水质硬度也得到了调控,切削液的刺激性与乳化稳定性问题得到了解决,车间工人反映强烈的刺激性气味与皮肤过敏问题与以往相比得到了改善,操作人员表示,由于环境的改善,他们工作时的心理负担也得到了不同程度的消解,能够更为积极地进行操作。同时切削液的品质也得到了相比以往更长时间的保持,操作工人认为试用中调配的切削液能够维持其品质更长时间,根据对切削液品质的监控,预计的夏季换液间隔从1个月提升至了1.5个月至2个月,这给了车间管理人员相当大的信心在生产管理中进行更合理的切削液换液规划,减少了换新切削液与废液处理的花费,从而实现更有竞争力的生产成本控制。
将化学与生物知识、数字化手段以及传统加工行业的绿色转型紧密地结合,此次我们成功地实践了环境保护、社会责任与公司治理的理念,改善了一家机械加工工厂的生产环境,促进了一线员工的健康福祉,同时也帮助管理人员在一定程度上实现了生产成本控制的目标。相信随着更多工厂建立起绿色生产的理念——可持续、负责任的生产与经济效益并不矛盾,通过绿色转型,传统制造业在未来同样存在着广阔的增长空间。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















