
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















-
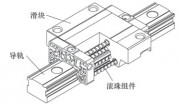
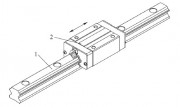
带保持链滚动直线导轨副的结构设计
带保持链的滚动直线导轨副具有噪声低、高负载、自润滑等优点。但由于增加了保持链的部件,滑块整体的结构发生变化,各零件的结构及零件之间的配合好坏直接影响导轨副的运行顺畅度。本文阐述了一种运行更为流畅的滚动直线导轨副的结构设计。
2026-02-02 [带保持链滚动直线导轨副的结构设计] -

多边形刀片车削技术,高效加工新突破
表面看来,刀片的几何形状与表面构型似乎已趋于极限,丰富多样的刀片轮廓设计似乎接近饱和。然而,刀具制造商持不同见解——为达成技术目标的最优平衡,他们持续推出创新几何构型的刀片设计。
2026-02-02 [多边形刀片车削技术][高效加工新突破] -
模具零件加工中测量精度提升方案和措施
对于单件加工,程序的加工效率和安全性一直是编程人员研究的难题,加工余量的不可控使数控操作员不敢按程序加工,给操作员造成心理压力,如何将模具零件毛坯的扫描结果进行优化,并将扫描后生成的毛坯用于VERICUT软件仿真,对提高模具的加工效率有重要影响。
2026-01-27 [模具零件加工中测量精度提升方案和措施]

-
基于FANUC数控系统的刀具破损检测技术
应用搬运机器人自动上料、装夹及堆垛,可实现工件全过程自动化加工。自动化加工过程中,刀具可能会出现破损等情况,这时候就需要产线发出报警,提醒管理人员更换刀具。应用FANUC数控系统,从雷尼绍TS27R对刀仪及机床主轴电动机负载检测两个方面,介绍刀具破损检测的相关技术。
2026-01-27 [基于FANUC数控系统的刀具破损检测技术] -

友嘉实业借助雷尼绍XM-60全面征服机床空间误差
友嘉实业对于机床精度的要求非常严格,采用了雷尼绍一系列的机床校准设备,包括XL-80激光干涉仪、QC20球杆仪,为其生产机床打下良好的品质与精度基础。不仅如此,最新推出的XM-60多光束激光干涉仪,对其高端五轴机床进行综合参数测量。
2025-12-18 [友嘉实业借助雷尼绍XM-60全面征服机床空间误差] -
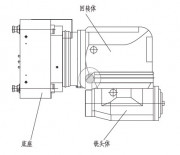
90°数控万能铣头回转体的工艺性分析
回转体外形为不规则平面,要加工出合格的产品,需铸造出相应的工艺台,最好采用带数控回转工作台的加工中心,配备相应的进口刀具,采用一次安卡定位完成三个方向的孔、外圆及面的精密加工。
2025-11-25 [90°数控万能铣头回转体的工艺性分析]

-
发动机凸轮轴孔的设计与加工工艺安排
本文从发动机正时传动问题出发,介绍柴油机和轿车用汽油机正时传动各自在设计、结构上的特点及把握工艺要点,加工方法优劣比较,可作为发动机建生产线选择设备、刀具的参考。对目前中国轿车用动力的发展方向及趋势作了浅释。
2025-11-25 [发动机凸轮轴孔的设计与加工工艺安排] -

放电加工机在铝型材行业精密模具高质量发展应用
随着铝型材行业的迅速发展,特别在新能源汽车的轻量化,一体化方向;建筑行业,光伏,家电家装等有越来越多需求,同时也对品质等提出更高的要求。针对行业的高质量发展及高标准,高要求,本文从数控精密放电加工机(慢走丝)进行论述。
2025-11-18 [放电加工机在铝型材行业精密模具高质量发展应用] -
机床热设计与热补偿关键技术
机床热误差是影响加工精度的关键因素之一,通过有效的热设计、热控制和热补偿可以显著提高机床的加工精度和稳定性。综述了当前机床热设计、热控制与热补偿的研究进展,预测了未来技术融合和智能化的发展方向,为机床热误差补偿设计提供参考。
2025-11-18 [机床热设计与热补偿关键技术]

-

硬质合金利器的革新之路
本文展示的ISCAR整体硬质合金立铣刀新品实例,充分体现了该公司对性能、应用范围、精度及可靠性等最新发展趋势的响应。通过持续跟踪这些技术趋势,ISCAR实力雄厚的研发团队不断开发创新解决方案,以满足金属加工行业日益发展的需求。
2025-09-26 -
十字交叉滚动直线导轨副的研制
针对传统滚动直线导轨副无法在互相垂直的两个轴向上任意移动的问题,设计了一种全新的一体化十字交叉滚动直线导轨副,并介绍其结构设计及工艺方案。经验证,该导轨副可在互相垂直的两个轴向上任意移动,满足要求。
2025-09-16 [十字交叉滚动直线导轨副的研制] -
模具高精度小孔精密加工方法
模具中φ0.4及以下的高精度型芯孔出现地越来越多,并且直径有越来越小的趋势,此类孔尺寸要求极严,材料都是难加工的模具钢,为实现完成产品的顺利交付,我们综合现有加工条件,分别采用直接加工和间接加工两种方法与实验,探寻出模具小孔加工实现的可行方案。
2025-09-16 [模具高精度小孔精密加工方法] -
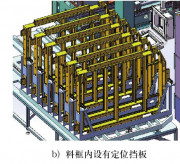
一种用于新能源电池托盘的复合加工机床
电池托盘是型材焊接件,定位基准误差大,工件自身变形大,采用多次定位极易导致孔位偏差,因此应尽量采用一次性加工,使用该机床解决了原有单机生产多次装夹所导致的孔位误差问题。
2025-09-12 [一种用于新能源电池托盘的复合加工机床] -
复式组合刀具的设计及应用
针对数控车床在机械加工中存在的问题,比如工位较少不适用于多刀位加工,大批量生产中四工位自动刀架转位故障率较高,易造成废品及停产停机,以及维修故障时间较长等,设计开发了一种适合数控车床四工位自动刀架使用的复式组合刀具。
2025-07-22 [复式组合刀具的设计及应用] -
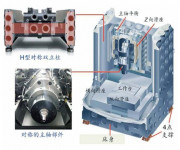
基于高速电主轴的实时振动监测技术应用
针对高速电主轴开发过程中存在的振动问题,开发了实时振动监测系统。通过对高速电主轴进行瞬态响应测试对比、以及切削工况试验验证,有效地证明了该振动测试模块的准确性,可以应用于实际加工监测,为后续智能化高速电主轴的批量生产提供了技术支持。
2025-07-15 [基于高速电主轴的实时振动监测技术应用] -

运筹帷幄——髋关节植入物磨削
ANCA的MX7 Linear是股骨球磨削的理想磨床。它的六砂轮组更换器能让磨削、研磨和抛光操作在一次设置中完成。此外,用于股骨球生产的配件可以很容易地切换生产其他刀具。
2025-07-14 [运筹帷幄——髋关节植入物磨削] -
浅析DMG MORI的五轴技术
作为一种对部件进行完整加工的策略,五轴加工中心将不同的工序整合到一台机器上,只需一人即可操作。总之,能够减少原材料和刀具的处理以及装夹时间,为工业制造商带来可观的经济效益。
2025-07-14 [浅析DMG][MORI的五轴技术] -

全球机床产业的挑战与机遇
本届 CEO 论坛继续沿用上届主题“融合创新 数智未来”,邀请到部分国家和地区的六位机床工具行业协会相关负责人作为演讲嘉宾,从不同角度深刻剖析了所在地机床工具产业运行情况、市场需求变化情况及技术发展趋势。
2025-07-11 [2025机床制造业CEO论坛发言集锦] -
工业机器人视觉引导系统的开发与实验分析
文章通过探讨工业机器人视觉引导系统的开发过程,介绍系统的硬件组件、软件模块,深入分析系统开发中的关键技术,如图像处理、物体识别、机器人控制算法等,结合实验设计,搭建实验环境,收集并分析实验数据,评估系统的性能,并基于实验结果,提出系统性能优化建议。
2025-05-23 -

以车代磨为模具行业带来新技术变革
拥有一种灵活的加工方法,如以车代磨加工,能够生产出高质量的硬质合金模具,并达到磨削质量。尤其在小批量生产中,以车代磨工艺,轮廓复杂的零件更易生产,换型时间快,调整时间短,这意味着成本更低,错误更少,交付周期更短。
2025-05-23 [以车代磨为模具行业带来新技术变革] -

雷尼绍激光校准仪为超长行程机床铸件提供精准量测方案
在引入XK10校准仪后,太标数控的整体生产检测效率提高了一倍以上。以横梁铸件测量为例,以往他们需要使用磨床进行测量,这不仅效率低,而且还需要三名人员同时进行。改用XK10校准仪后,一名员工就可以轻松把工作完成,同时也可以根据系统生成的图表来调整“中凸”直线度参数。
2025-04-10 [雷尼绍激光校准仪为超长行程机床铸件提供精准量测方案] -
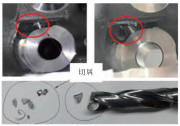
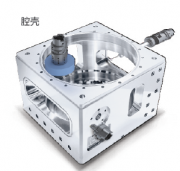
缸盖回油孔高效断屑刀具的设计及运用
针对缸盖回油孔加工切屑易卡在缸盖腔体缝隙中的问题,创新性设计了一种高效断屑刀具。通过取消原有刀具上多余的内冷孔、优化端面切削刃形式和刃口上开分屑槽及断屑槽等措施,将原先“钻—镗”两个工步合并为一个工步,减少加工过程中的换刀时间,提升加工效率,并使得切屑变得更细小,减少了卡屑风险。
2025-03-14 -
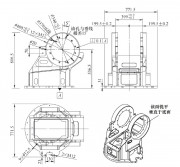
工业机器人旋转底座机械加工工艺设计
主要阐述工业机器人旋转底座机械加工工艺设计问题,包括分析工业机器人旋转底座零件图样,了解旋转底座的结构、尺寸要求,选择合适的毛坯材料,确定零件合理的加工余量和毛坯尺寸;选择旋转底座的定位基准和表面加工方法,确定旋转底座机械加工工艺路线和工序尺寸;选择合适的加工设备和加工刀具进行零件加工。
2025-03-14 [工业机器人旋转底座机械加工工艺设计] -
降低大直径内孔铣削圆度误差的编程方法
以加工某3.0MW风力发电机组轮毂主轴内孔止口φ1520H7+0.125 0mm为例,介绍了一种铣削大直径内孔时降低圆度误差的一种新思路、新方法,利用双刀补结合微分思路,分段进行修正,完成整圆加工。
2025-03-12 [降低大直径内孔铣削圆度误差的编程方法] -
数控车床双工序加工夹具设计应用及找正方法
设计了一种用于数控车床加工台阶孔,或具有内槽的孔加工,该种孔一般偏离零件的中心位置。本夹具可以同时加工零件上的两个位置的孔,也可以实现单独加工,适合批量及研发试制产品的生产加工。
2025-03-12 [数控车床双工序加工夹具设计应用及找正方法]

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















