
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















新能源汽车大型压铸件尺寸精度研究
随着“双碳”目标的实施,全球汽车行业对节能环保的重视程度日益提升。为实现节能减排,各国纷纷认可并支持新能源汽车的发展。在这一背景下,新能源车企为满足消费者对轻量化、高效能的需求,不断加大研发和生产投入。一体化压铸技术,以其在生产效率、成本降低和减重方面的显著优势,正成为新能源车身结构发展的关键技术。特斯拉、蔚来、小鹏等领先新能源车企已积极布局一体化压铸领域,预示着压铸机将逐步取代焊接机器人,成为新能源汽车制造的核心装备。该技术的核心在于大型压铸机的卓越性能、创新的免热处理材料配方、精密的压铸模设计以及优化的压铸工艺参数。特别是铝合金一体化压铸技术,其轻量化和高效生产的特性使其成为新能源车企的标配技术。本文旨在深入探讨一体化压铸技术在新能源汽车制造中的后车体尺寸精度控制运用。
压铸工艺介绍
1.压铸定义
压铸( High Pressure Die Casting ,HPDC ),是高压铸造的简称,是指将熔融的液态金属或半固态金属以较大的压力(20~120MPa)和速度(20~100m/s )压入模具型腔,并使之在较高的外部压力作用下凝固的成型工艺。在压铸过程中,金属液能够快速的充满模具型腔,在外部压力作用下,不仅能够保持金属液与模具型腔尺寸和形状的一致性,而且在模具型腔的强冷作用下,外部压力使得金属液与模具紧贴,从而使铸件-模具作为整体具有优异的散热性,使金属液在极短的时间内完成凝固,获得晶粒细小、组织均匀的铸件。
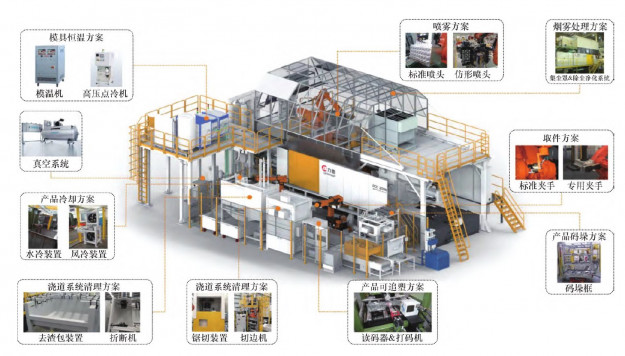
一体化压铸,是指将传统的多个单独、分散的小件进行重新设计高度集成,在利用大型压铸机进行一次成型,省略焊接的过程直接得到一个完整的大型件的新型压铸工艺。压铸岛如图1所示。
随着“双碳”目标的实施,全球汽车行业对节能环保的重视程度日益提升。为实现节能减排,各国纷纷认可并支持新能源汽车的发展。在这一背景下,新能源车企为满足消费者对轻量化、高效能的需求,不断加大研发和生产投入。一体化压铸技术,以其在生产效率、成本降低和减重方面的显著优势,正成为新能源车身结构发展的关键技术。特斯拉、蔚来、小鹏等领先新能源车企已积极布局一体化压铸领域,预示着压铸机将逐步取代焊接机器人,成为新能源汽车制造的核心装备。该技术的核心在于大型压铸机的卓越性能、创新的免热处理材料配方、精密的压铸模设计以及优化的压铸工艺参数。特别是铝合金一体化压铸技术,其轻量化和高效生产的特性使其成为新能源车企的标配技术。本文旨在深入探讨一体化压铸技术在新能源汽车制造中的后车体尺寸精度控制运用。
压铸工艺介绍
1.压铸定义
压铸( High Pressure Die Casting ,HPDC ),是高压铸造的简称,是指将熔融的液态金属或半固态金属以较大的压力(20~120MPa)和速度(20~100m/s )压入模具型腔,并使之在较高的外部压力作用下凝固的成型工艺。在压铸过程中,金属液能够快速的充满模具型腔,在外部压力作用下,不仅能够保持金属液与模具型腔尺寸和形状的一致性,而且在模具型腔的强冷作用下,外部压力使得金属液与模具紧贴,从而使铸件-模具作为整体具有优异的散热性,使金属液在极短的时间内完成凝固,获得晶粒细小、组织均匀的铸件。
一体化压铸,是指将传统的多个单独、分散的小件进行重新设计高度集成,在利用大型压铸机进行一次成型,省略焊接的过程直接得到一个完整的大型件的新型压铸工艺。压铸岛如图1所示。

图2 毛胚压铸
毛胚铸件表面可能还附有一些多余的金属或毛刺,需要进行切水口和打磨等处理。接下来是毛坯校型,通过对铸件进行精确的测量和调整,使其符合产品设计的尺寸和形状要求。如图3所示。

图3 毛坯校型

图4 蓝光扫描
最后,通过蓝光扫描技术,可以快速、准确地获取产品的三维数据,并与设计数据进行比对分析。这种检查方式不仅提高了检测效率,更能发现肉眼难以察觉的微小缺陷,从而确保产品质量的稳定性和可靠性。如图4所示。
总的来说,一体压铸后车体生产过程中的压铸工艺是一个复杂而精细的过程,它涉及多个环节和步骤,需要严格控制每一个细节,以确保最终产品的质量和性能达到要求。随着技术的不断进步和工艺的不断优化,一体压铸技术将在汽车制造等领域发挥越来越重要的作用。
尺寸精度控制方案
1.材料选择
为减少大型铸件热处理后的变形,当前主要方法是研发免热处理材料。在汽车结构件领域,研究集中于Al-Si系和Al-Mg系铝合金。这些材料通过添加化学元素和优化压铸条件,形成细小晶粒,实现与传统材料相当的力学性能。主流材料包括C611(美国铝业公司)和SF36(德国莱恩金属),它们已广泛应用于汽车结构件生产,如蔚来CD柱和奥迪A8车身。这些材料在特定工艺下具有出色的延伸率,适用于多种车身部件。C611和SF36化学成分以及力学性能见表1、表2。
表1 压铸铝合金各元素质量分数

表2 压铸铝合金拉伸力学性能要求

2.校型工装设备
(1)定位基准 校型工装定位选择如图5所示,A1-A4作为基准目标,限制Z向移动以及绕Y轴、X轴转动的三个自由度;选择B孔作为主定位孔,限制X向以及Y向移动的两个自由度;选择C孔作为次定位孔,限制绕Y轴的转动。

图5 一体式后车体GD&T图样
(2)校形工装 切边整形模指利用冲模修边工序件的多余边缘废料,使其具有一定高度、直径和形状的冲压模具。切边模主要用于修整拉申件的边缘,让端面平整美观,确保零件的一致性便于下一步装配。如图6所示。

图6 压铸模具
通过RPS点将零件定位在校形检具上,针对需要控制的形状、尺寸及位置进行校形,使零件满足尺寸精度要求。
3.过程管控
(1)蓝光扫描 分别对毛坯校型、机加(面、孔)及成品校型后进行扫描测量,并针对扫描的结果进行反馈,以便提前识别问题点提前规避尺寸缺陷。

图7 成品校形扫描结果
如图7所示,可以看出绿色部分±0.5mm为合格区域,红色及蓝色分别为±2mm偏差区域,根据图示可以看出两边轮罩区域及前部与门槛梁搭接区域存在严重超差情况。
(2)成品检具测量 成品检具作为零件合格交付前的最后一道检测关卡,在尺寸精度把控方面起到至关重要的作用。为减少工作量提高工作效率,针对不同零件可以进行关键点位选取制作为如图8所示测量记录表进行百分之百监控测量。

图8 关键测点检测工艺卡
4.压机参数调试
1)压力:压射比压常规设置为30~90MPa,增压比压一般设置在50~300MPa。
2)速度:低速阶段速度为0.1~0.5m/s;高速阶段速度为3~6m/s;内浇口速度为30~60m/s。
3)时间:充填时间由压铸件体积、平均厚度,填充速度决定,薄壁件一般不超过0.1s;持压时间薄壁件1~2s,厚壁件3~5s;留模时间主要由产品尺寸结构和工艺温度决定。
4)温度:浇注温度通常由定量炉内金属液温度表示,一般为700~740℃;预热模具温度一般为150~180℃,连续工作温度一般为180~220℃。
改进前后对比分析
通过材料选择、校型工装设备、过程管控及压机参数调试四个方面,压铸件整体尺寸精度质量均有较高提升,结合改进前后一体式后车体进行抽样测量并做分析,得出以下结论。
选取测量点6~14号,结合统计分析软件Minitab通过双样本对比分析,具体见表3~表5。
表3 描述统计量

表4 差值的估计值

表5 检验值

方法:μ1为整改前的总体均值;μ2为整改后的总体均值;差值μ1-μ2已针对此分析假定了等方差。
原假设:H0=μ1-μ2=0
备择假设:H1=μ1-μ2>0
由分析结果可知差值下限为0.153>假设差值0,同时P值为0.032<0.05,充分证明原假设被拒绝,备择假设成立,整改后改善明显。充分证明选择最优的材料,通过校型工装百分之百校正,通过过程管控及压机参数调试,最终能明显提高压铸件尺寸精度。
结语
中小型一体压铸结构件在车上的应用方面已经成熟,大型一体压铸后车体工艺结构设计任然是技术难点,需要车身设计与工艺技术人员紧密协作共同开发。从制造工艺角度看,目前压铸机和模具等主要工艺装备已具备配套条件,可支撑投影面积 20 02铸件的开发,C611 和 SF36的免热处理材料已在部分铸件上生产试用,具备配套条件。压铸件尺寸精度也可通过工装定位、面热处理材料、校型工装、压机参数调试及过程管控确保外观尺寸一致性。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















