
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















基于高速电主轴的实时振动监测技术应用
高速精密机床的核心部件为高速电主轴,高速电主轴的技术参数很大程度上影响着工件的加工精度。因此保证高速电主轴持续稳定的运行是非常必要的。
振动是高速电主轴的重要动态参数,根据资料显示,即使是精度极高、经过良好静平衡的主轴,也会存在制造、磨损、负载冲击、工件装夹等多种原因破坏原有平衡。一般情况下,电主轴故障的90%可以从振动测量中检测出来,因此具备高精度的振动监测技术是电主轴设计、制造及使用的关键。
高速电主轴的振动监测模块可以在主轴正常运行过程中,实时监测转子振动,排查结构故障,还可以设定报警加速度值,监测到速度超差后直接停止运转,保护电主轴结构件由于振动引起的损坏。
一、高速电主轴振动故障信号分析
1.振动信号幅域RMS值分析
在实际工程应用中的机械振动信号,常由周期信号和随机信号混杂而成。因此,在进行机械振动检测和故障诊断分析时,合理选择随机信号参数是不可或缺的部分。有效值即均方根值(RMS)直接反应振动信号的能量大小、稳定性及重复性,是鉴别电主轴运转状态是否正常的重要指标,通过比较AMS机械健康分析仪测得的测点振动速度RMS值,可判断电主轴是否适合正常工作运转,如果较差则需要进行后续的故障诊断。
2.振动信号时域分析
时域波形是最便捷、最直观、最利于理解的振动信号表现形式,是最原始的振动信息源,包含了丰富的信息。对于某些故障信号,时域波形具有明显的特征,可直接观察其周期信号、谐波信号、短脉冲等信号,就能对设备运行状态做出初步判断。诸如电主轴转子严重不平衡时,时域波形中有明显的以旋转频率为特征的周期成分;若波形中出现“削顶现象”,表示铣头主轴可能存在碰磨故障等。但对于某些复杂关联故障形式,波形紊乱,周期性差,难以与故障特征信号建立对应关系,需将时域信号转化至频域信号,对铣头电主轴的故障进行准确定性分析。
3.振动信号频域分析
频域分析是基于频谱分析方法,把复杂的时域信号经快速傅里叶变换(FFT)分解为若干单一的谐波分量叠加,同时体现出各频率分量的幅值、相位、功率及能量与频率的关系,能对电主轴的运行状态做出评价,并准确而有效地诊断故障和对故障进行准确定位,是机械设备振动故障监测与诊断中最常用和最适用的分析方法。
二、振动监测模块技术原理
振动监测模块系统是智能化电主轴的核心,搭载振动监测模块的试验平台原理框图如图1所示。
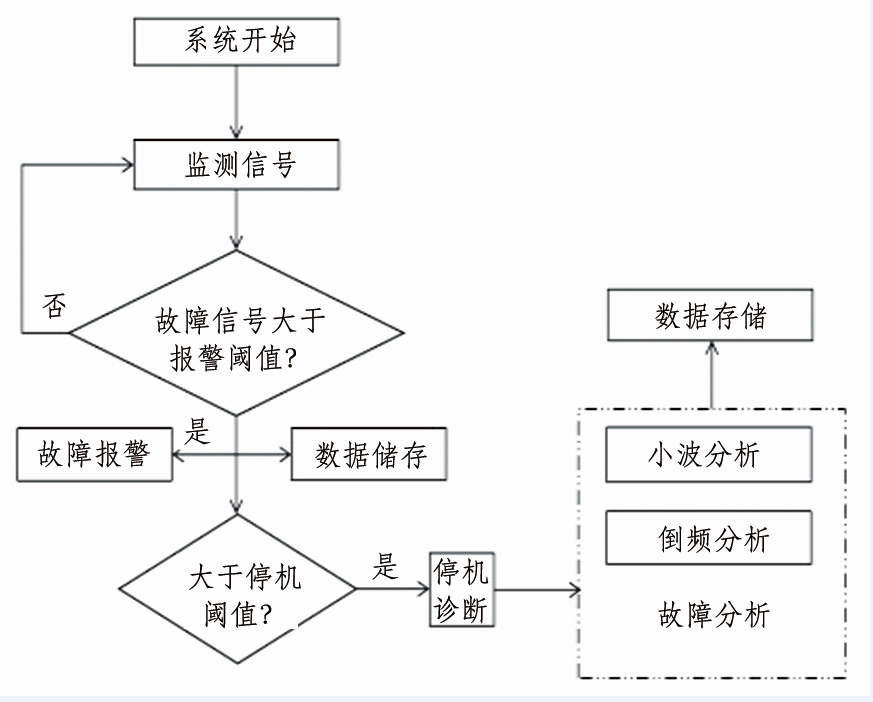
图1 搭载振动监测模块的系统程序框图
通过在电主轴壳体中前轴承附近安装一个加速度传感器,基于MEMS技术的三维加速度计通过该传感器可以记录所有三个移动轴(X,Y,Z)的加速度值,从而能够有针对性地改进加工过程。所有的故障时间,特别是主轴发生损毁时可以再现主轴的工况,以便进行分析并找出原因。
同时,在过程监控系统中可由用户设定一个g极限值,当振动超过此值时,系统报警和自动停机。系统还可以将某一时段的振动记录下来,以便进一步分析。定期记录的数据包括:日期、时间、g值、g极限值、主轴转速、刀具号、进给速率、数控程序块号和程序名。可记录程序块的容量为18000条,如果取时间间隔为2.5s,可记录加工过程状态长达12.5h。
三、振动监测模块测试验证
1.振动瞬态响应试验目的
将试验电主轴固定在试验平台上,通过在电主轴壳体中前轴承附近安装一个加速度传感器,基于MEMS技术的三维加速度计通过该传感器可以记录所有三个移动轴(X,Y,Z)的加速度值,从而能够有针对性地改进加工过程。所有的故障时间,特别是主轴发生损毁时可以再现主轴的工况,以便进行分析并找出原因。
同时,在过程监控系统中可由用户设定一个g极限值,当振动超过此值时,系统报警和自动停机。下面进行测试。按模态试验测量的20000r/min数据进行该模块的测试验证。
2.振动瞬态响应试验方法
瞬态响应试验以模态试验为基础。模态试验是为了确定振动系统的模态参数所进行的振动试验,包括系统固有频率、阻尼比和振型等。通过对给定激励的系统进行测量,得到响应信号,再利用模态参数辨识方法得到系统的模态参数。
本次试验装置有:高速电主轴、高弹性聚能锤、力传感器、加速度传感器、DASP十六通道并行数据采集仪、INV信号调理器,多线束。
该次试验采用多点激励多点响应法,即MIMO法。测点位置均匀分布,避开重要模态的振型节点。根据电主轴结构计算得到,可以在电主轴的圆柱面上均匀布置16个响应点。结合实际采用分步测量方法,每次布置两个三向加速度传感器,每个点敲击3次,获得响应后再继续敲击其他各点。
试验仪器与试验台如图2所示。
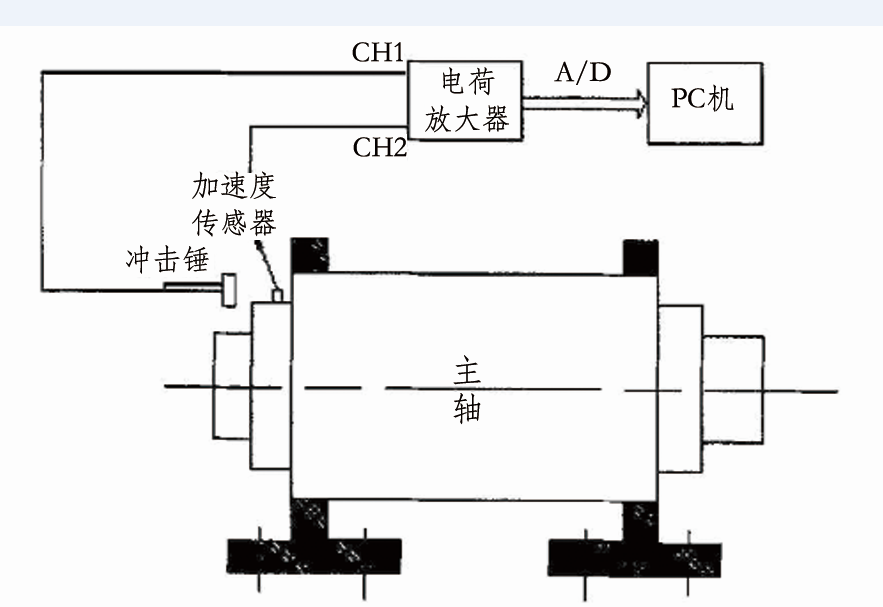
图2 高速电主轴瞬态响应试验系统
3.振动模态试验验证结果对比
在实际测量时,由于电主轴转速是由变频器控制的,因此电主轴转速和频率成正比关系,为n=60f/P,其中n为电主轴同步转速,f为变频器输出频率,P为驱动电极对数。被测电主轴的电极对数为1,可知20000r/min的电主轴单元工作频率约为334Hz,下面通过振动模态试验验证。
测试系统搭建完毕后进行电主轴的瞬态响应测试,结果如图3所示。以20000r/min为研究对象,得到如图4、图5所示的双向功率谱。
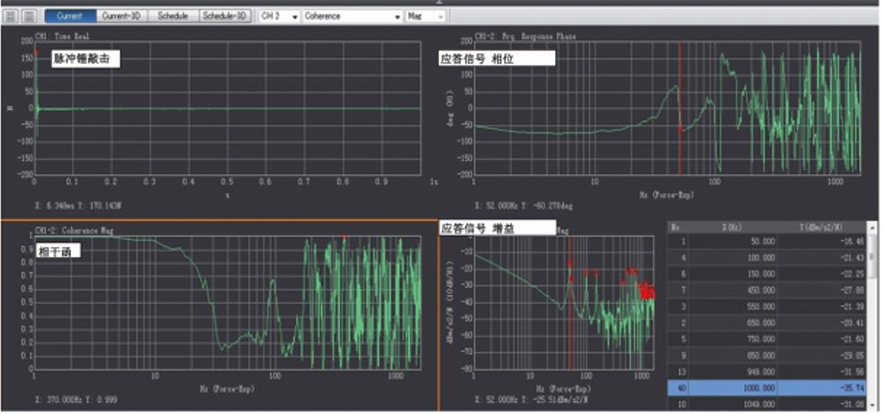
图3 主轴瞬态响应试验结果

图4 X方向功率谱

图5 Y方向功率谱
根据瞬态响应测试结果可知该电主轴Y向在20000r/min转速下存在振动幅值较大,符合预期的分析。
电主轴转速20000r/min时,系统监测图如图6所示。与瞬态实验效果图Y方向功率谱对比,可见基本一致,验证了该振动监测模块实时采集的准确性。说明根据此监测系统可以在电主轴运行时进行故障监测。
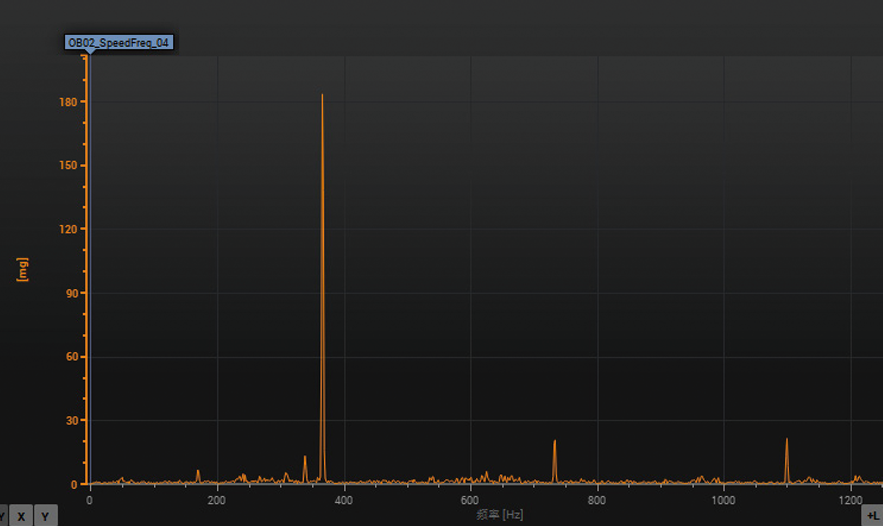
图6 加速度为0.8g时20000r/min监测图像
四、切削试验应用验证
1.振动监测模块应用机床
将配置该模块的高速电主轴应用于某型号机床,见图7,电主轴技术参数见表1。振动监测模块相关参数见图8。
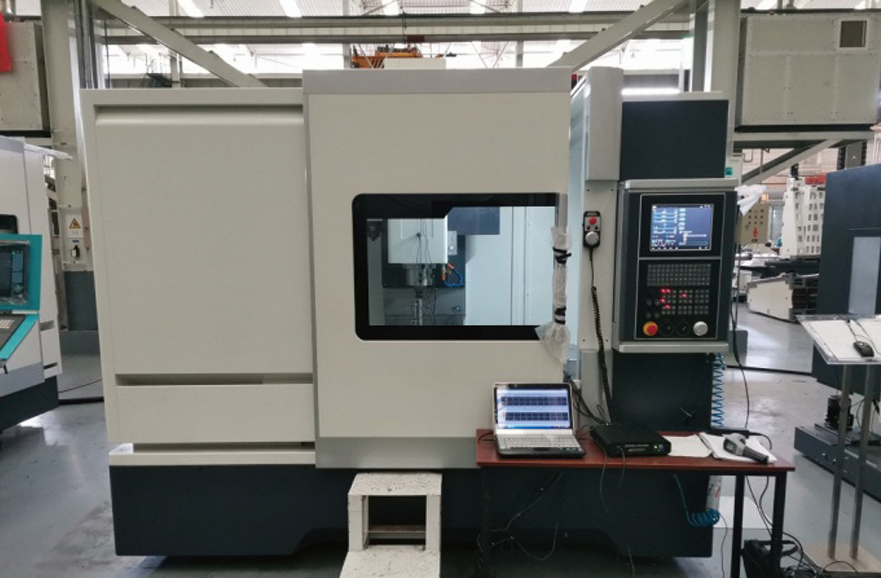
图7
表1
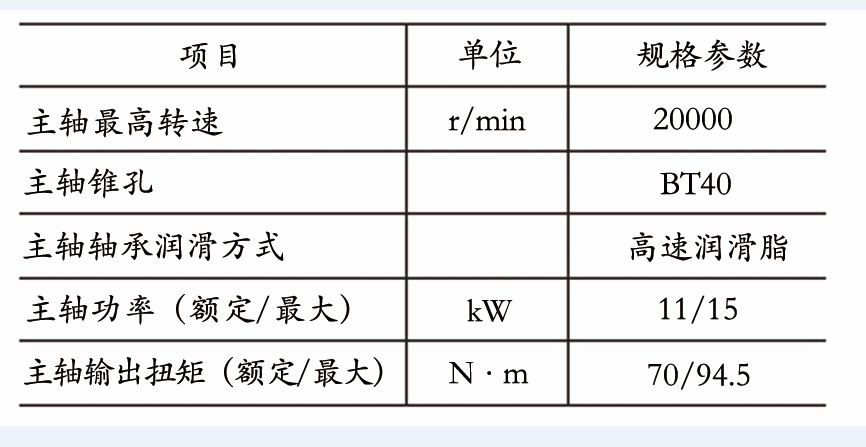
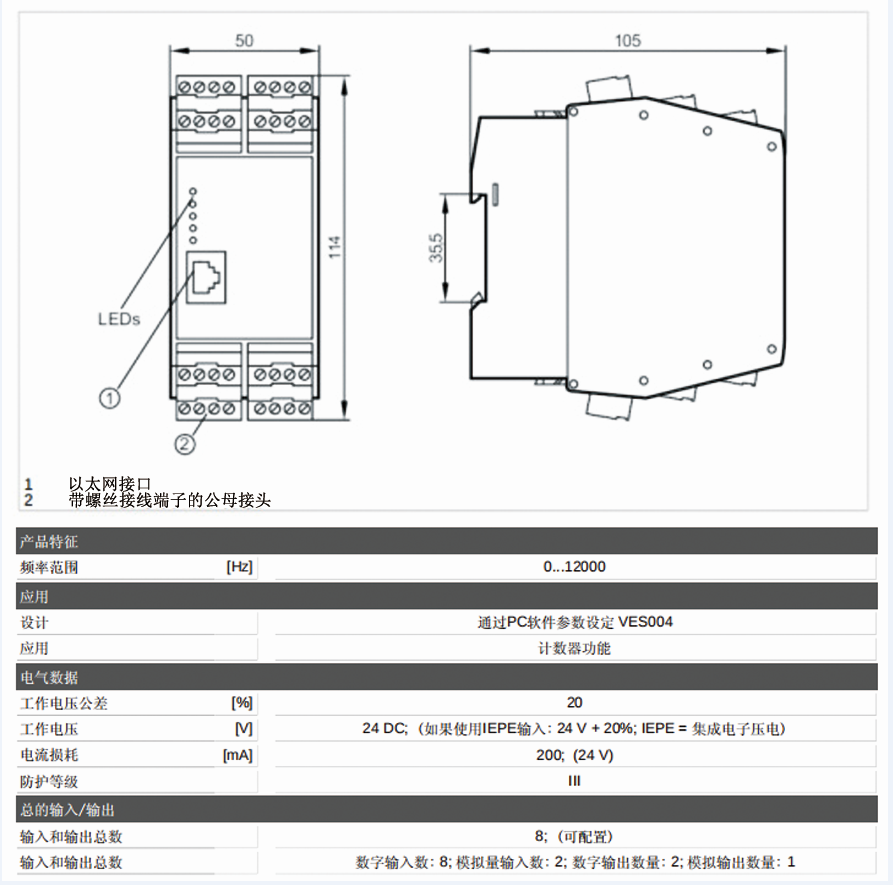
图8 振动监测模块接口及技术参数
2.切削应用验证
在机床主轴恒功率调速范围内,选择一适当的主轴转速,使用铣削的方式进行试验。改变进给速度或切削深度,使机床达到主电机的最大功率。试验时机床各部分工作应正常、可靠,无明显颤振现象。
下面对开发的振动监测模块进行测试验证。将极限值设置为0.5g时,由于设置值非常小,因此系统自动报警,机床系统停机,开机后报警信息如图9所示。说明该功能可正常使用。
图9 加速度为0.5g时系统报警正常
下面将报警极限值设置0.8g,进行切削试验。测试监测功能是否能正常按照需求进行。选用ø12立铣刀进行合金钢件切削对比。切削参数为主轴转速2100r/min,进给速度2000 mm/min。第一次外圆切削,开启振动监测模块,可以监测到切削过程的加速度值。切削时监测到进给速度为 2000mm/min时的加速度变化趋势见图10。
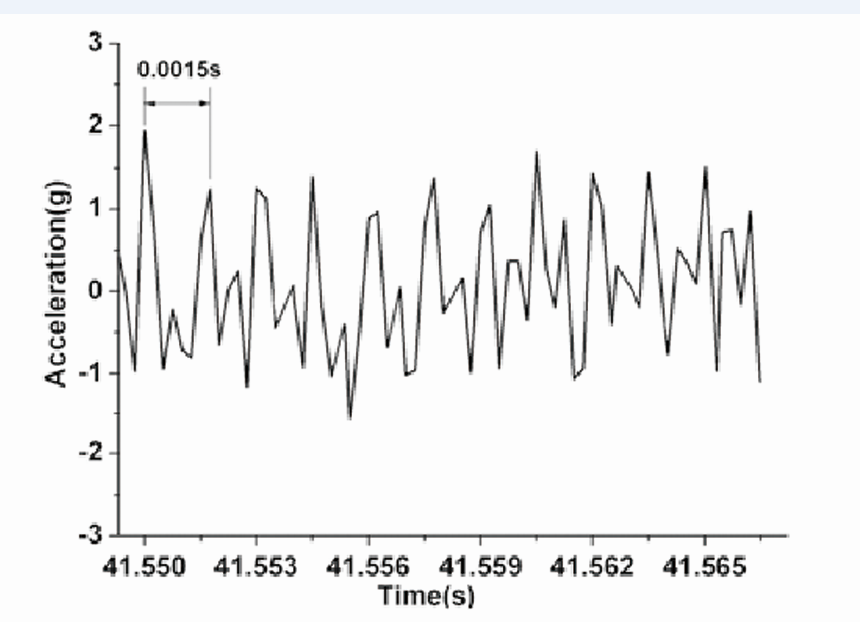
图10 进给速度为2000mm/min的加速度变化趋势
可以看到,由于加工过程中的振动主要由铣刀铣削时的铣削力引起的,而且加工过程中的振动主要是受迫振动,所以加速度的变化具有以下规律:高峰-低峰-高峰-低峰。而且经过分析,相邻两加速度高峰之间的时间间隔约为1.5ms,这与计算得到的刀齿通过周期(T= 60/(N*n)=0.0015s)一致,说明振动监测模块正常运行。
经过切削,首次切削样件如图11所示,振动纹路明显,由于电主轴振动监测结果正常,故对机床系统做了进一步相关参数的优化,再次切削样件如图12所示,各象限点目测接刀痕非常不明显,无触感。拍照已经拍不出来。加工效果对比之前很好。

图11 优化前样件示意图 图12 优化后样件示意图
根据切削验证试验可以看出,振动监测模块的双重作用。一是可以设定故障加速度值,有效预防和减少机床电主轴故障的发生。只要加速度超过限制值,就进行报警停机,保护机床性能。二是高速切削时,若存在切削振动现象,可以进行适当调节机床系统加速度相关参数,以保证良好的加工效果。
五、小结
高速铣削加工过程中的振动会降低工件加工表面的质量,影响加工的精度,并缩短刀具乃至机床的使用寿命。振动的大小会随着切削参数改变而改变。由于电主轴的结构及零部件设计加工、安装调试、维护检修等方面的原因和运行操作方面的失误,使得电主轴在运行过程中会引起振动。其振动类型可分为径向振动、轴向振动和扭转振动,其中过大的径向振动往往是造成电主轴损坏的主要原因,也是状态监测的主要参数和进行故障诊断的主要依据。
通过瞬态响应试验、功率谱试验及切削验证试验对比,验证了本公司开发的振动监测模块的准确性。应用该模块不仅可以有效快速进行高速电主轴运行工况的监测和故障分析与预测,同时可以在高速高精密切削工况下,调整加速度值或优化相关伺服参数,减小振动,保证加工工件的质量。因此此项技术是可以推广的,为后续智能化高速电主轴批量生产提供了技术支持。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















