
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















低振动低噪声泵体加工工艺分析
舰船尤其是潜艇的振动和噪声问题是影响其水下隐蔽性的关键因素,而隐蔽性又是舰船生命力和战斗力的核心之一。舰船尤其是潜艇航行时,其水下辐射噪声主要由机械噪声、螺旋桨噪声与水动力噪声组成。当潜艇在低速静音航行时,机械噪声主要由安装在舰船上的一系列动力及辅机设备工作时产生,机电设备的振动通过弹性安装结构、管路流体以及空气噪声传递到水交界的艇体结构,艇体表面振动产生辐射形成水下噪声。因此,直接降低机械设备的振动噪声,控制振动噪声产生的源头,是降低由设备机械噪声而引起的舰船水下辐射噪声的直接有效方法。
均衡泵是舰船操纵控制系统中的关键动力设备,主要用于浮力调整、应急疏水、消防和蓄电池组冷却供水等。随着潜艇隐身性要求的日益提高,低振动低噪声均衡泵研究已迫在眉睫。
1.泵体结构
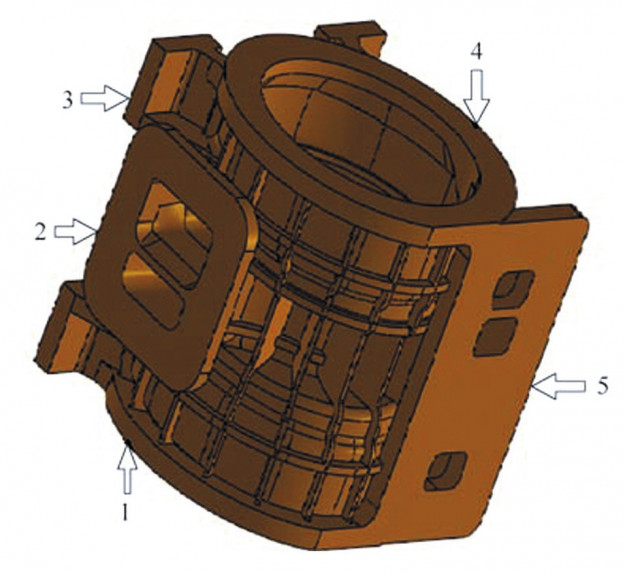
泵体是过流的主要零件,如图1所示,里面安装导叶、叶轮,外面接电动机、进出口管路(见图2),是低振动低噪声泵的骨架,故必须严格保证泵体加工尺艇体结构,艇体表面振动产生辐射形成水下噪声。因此,直接降低机械设备的振动噪声,控制振动噪声产生的源头,是降低由设备机械噪声而引起的舰船水下辐射噪声的直接有效方法。
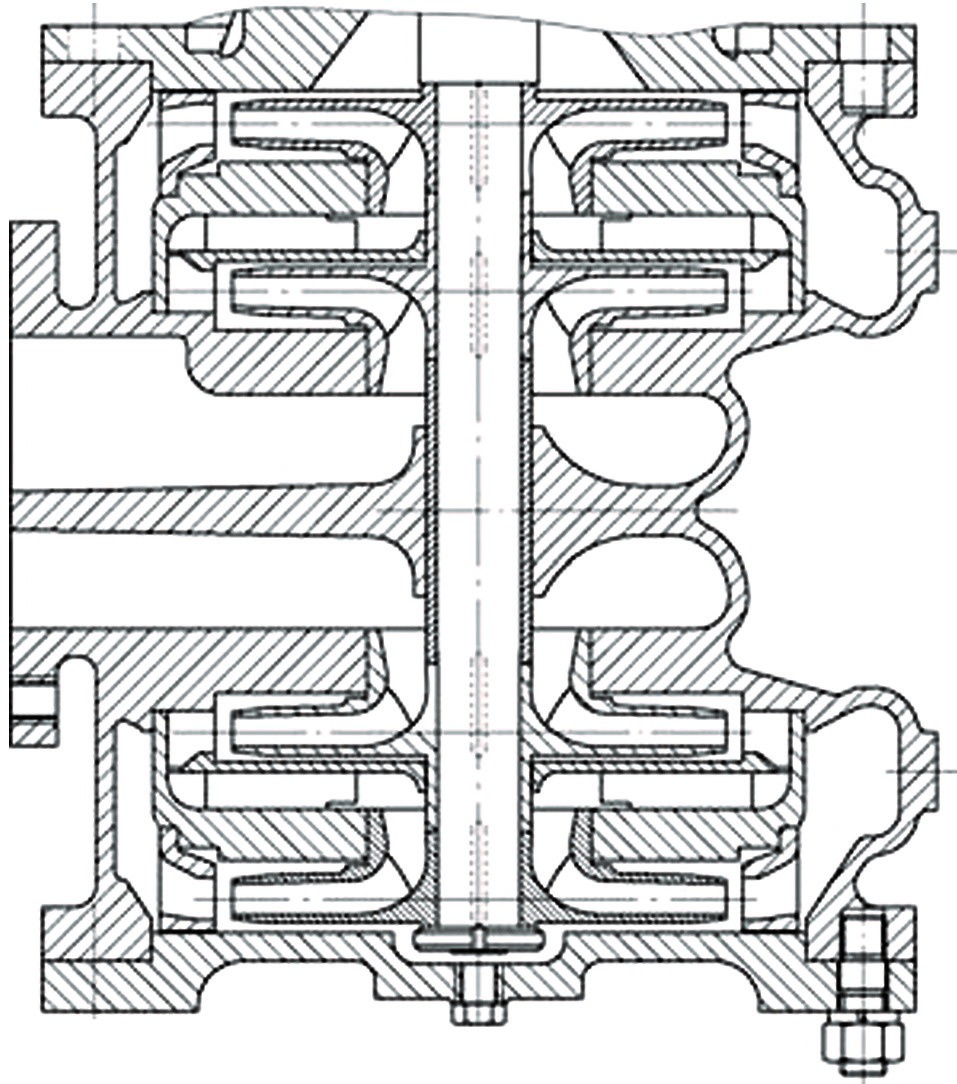
图1 低振动低噪声泵装配示意图
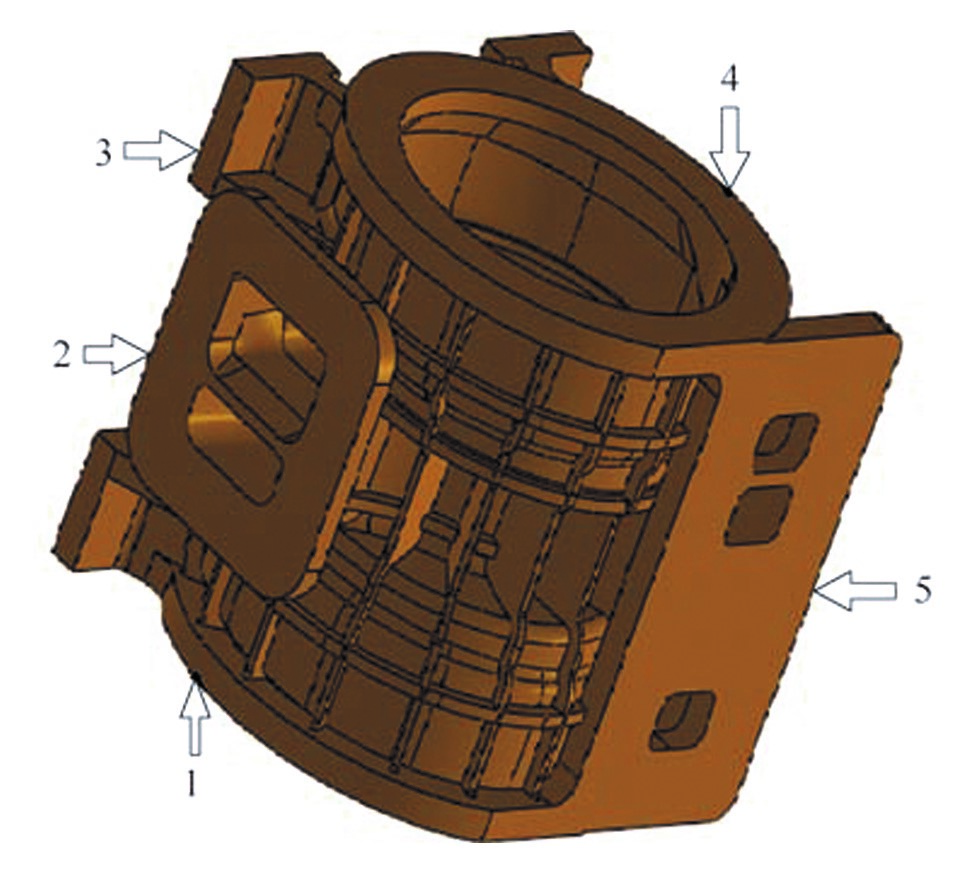
图2 泵体立体图 (1.下法兰 2.入口法兰 3.泵脚4.上法兰 5.出口法兰)
2.原加工工艺路线对泵体变形的影响
原加工工艺路线: ① 铸造成型,并去应力处理。②立体划线各加工面。③卡上法兰,粗加工下法兰端面及内孔,各面各留1mm加工余量。④调头,卡下法兰找正,粗加工上法兰端面及内孔,各面各留1mm加工余量。⑤镗床加工泵脚面到位。⑥铣床加工入口法兰面、出口法兰面,两面各留1mm加工余量。⑦划钻各面孔。⑧水压检验泵体。⑨精加工上法兰及内腔各面各孔。⑩精加工下法兰及内腔各面各孔。精加工入口法兰面、出口法兰面。
加工完成后,在三坐标测量机上对泵体整体进行测量,以关键的第一装配面——上法兰的端面和内孔作为测量基准,其中仅有一个重要指标合格,其余均超差,尤其是下法兰指标严重超差。
3.原因分析
(1)对下法兰内孔进行测量,分析超差位置。由实测值分析,椭圆最大处为泵脚中间位置,测量值为+0.13mm,椭圆最小处为最大处垂直位置,测量值为-0.06mm,变形最小处为出口法兰位置, 测量值为+0.035mm。
原因分析:从测量值直观上分析,直径变大的地方是泵脚中心直径处,泵脚相当于大筋板,直径变小最大处是没有大筋板的地方,直径变化最小的地方是出口法兰处,出口法兰是铸件厚大处。
(2)对超差最大的下法兰内孔椭圆进行分析。从下法兰内孔实测尺寸和位置分析,初步判断产生变形的原因是加工残余应力的作用。残余应力对构件变形的影响主要包括两个方面:一是零件抵抗动静载荷的变形能力;二是载荷卸载后变形的恢复能力。在切削加工的过程中,随着被切削材料的去除,切削层中的残余应力被逐渐释放,零件自身的刚度也发生了变化,原始的自平衡状态破坏,零件只有通过变形来达到新的平衡状态,这是残余应力对切削加工变形影响的基本原理。不同切削参数产生的残余应力对加工变形会产生影响,切削深度越大,残余应力引起的变形量变化越慢;进给量越大,残余应力导致的变形越大。
从下法兰的内孔变形位置,结合残余应力的特点, 在厚大部位变形较小,稍薄壁处变形较大。通过以上分析,泵体的入口法兰、出口法兰、泵脚不是对称布置,导致在加工中有残余应力,是产生变形的主要原因。
4.改进后的加工工艺路线
通过以上原因分析, 对加工工艺进行改进,一是增加主孔的粗加工次数,减小每次切削深度和进给量,使加工变形多次释放,减小残余应力引起的变形;二是增加加工应力释放时间,粗加工完放置时间加长,充分释放粗加工产生的残余应力,减小最终加工对主孔的变形影响。
最终形成加工工艺为: 1.铸造成型,并去应力处理。2.立体划线各加工面。3.卡上法兰,粗加工下法兰端面及内孔,粗加工时减小每次的切削深度和进给量,各面各留2mm加工余量。4.调头,卡下法兰找正,粗加工上法兰端面及内孔,各面各留2mm加工余量。5.镗床加工泵脚面,留2mm加工量。6.铣床加工入口法兰面、出口法兰面,两面各留2mm加工余量。7.划钻各面孔,注意深度。8.水压检验泵体。9.放置24h,释放加工应力。10.加工下法兰及内腔各面各孔,加工各面各留1mm加工余量,1mm加工余量分2次切削,进一步减小切削深度和进给量。11.做胎具,将下法兰上到胎具上,加工上法兰及内腔各面各孔,各面各留1mm加工余量,按10mm的切削孔深度和进给量加工。12.精加工入口法兰面、出口法兰面,2mm加工余量分3次切削,减小切削深度和进给量。13.再次放置24h。14.精加工下法兰及内腔各面各孔,1mm加工余量分2次切削。15.上胎具,精加工上法兰及内腔各面各孔,1mm加工余量分2次切削。
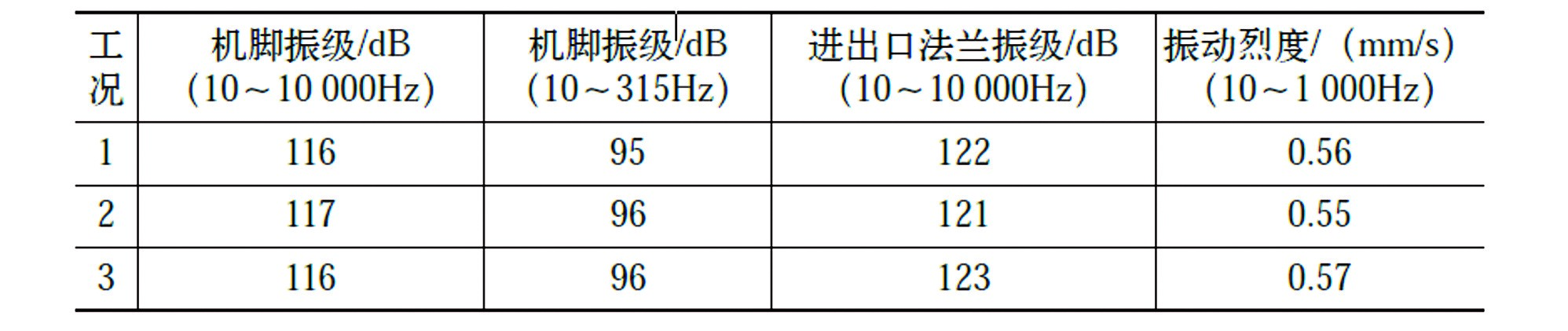
加工完毕后, 在三坐标测量机上进行测量,实测值均能达到图样要求的指标。将泵体组装在整机上,在转子上对下法兰内孔止口打表,跳动在0.02mm以内,完全达到技术要求。对整机振动指标进行检测,测量值如表1所示,低频、高频均能达到技术指标要求。
表1 整机振动测量值
5.结语
通过对均衡泵泵体原始加工工艺路线进行分析,确定问题产生的主要原因,进一步优化泵体加工路线,使得泵体最终加工后符合图样要求,从而满足整机装配要求,达到了整机减振降噪的目标。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















