
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















PCBN刀具在硬车削中的磨损分析
1 序言
硬车削是一种发展中的技术,与磨削相比有许多优点。为了提高这项技术的可实施性,必须解决有关该生产工艺满足工件表面粗糙度和完整性要求的问题。此外,此工艺的经济性,与刀具磨损模式和寿命密切相关。
如果硬车削所需的脆性刀具使用不当,硬车削的经济效益会因刀具快速磨损或刀具过早失效而下降。即使是稳定的、渐进的刀具磨损也会因切削力、残余应力,以表面再硬化层(通常称为白层)的形式而导致微观结构发生变化。该领域的研究通常集中在选择合适的刀具材料上,结果表明CBN(立方氮化硼)刀具的性能优于碳化物或氧化铝刀具。在适当的条件下,CBN刀具可以很好地平衡其昂贵的初始成本和长刀具寿命。然而,刀具的侧面磨损影响了白层的深度,也缩短了刀具的使用寿命。因此,如果不能更好地了解CBN刀具的磨损对工件表面质量的影响,硬车削的实施将受到限制。
2 试验条件
选取了17个不同的PCBN(人造聚晶立方氮化硼)切削刀片在整个寿命周期内在不同切削条件下进行硬车削。试验数据表显示,测试的4种不同PCBN刀具来自2个不同刀具供应商,分别是高CBN含量和低CBN含量。两刀具供应商分别被称为甲和乙,试验条件涵盖了刀具供应商提供的推荐值范围。
所有的加工试验都是在哈挺公司Conquest T-42SP车床上完成。被加工材料为AISI 52100钢,硬度58~62HRC。切削刀片几何形状为80°菱形,20°边缘倒角0.1 mm。刀柄提供-5°侧前角和后前角,以及5°侧刃和端刃角。试验内容为对同一根硬化管坯分段进行车削,对同一段管坯每次车削长度为2.54 cm,试验管坯(见图1)直径依次减小,车削20次后,该段管坯被线切割掉,接下来开始下一段管坯的车削。切削前用氧化铝刀片去除热处理后的氧化层,以便在干净的表面上进行所有试验。使用光学显微镜和ZYGO显微镜,定期进行刀具测量。
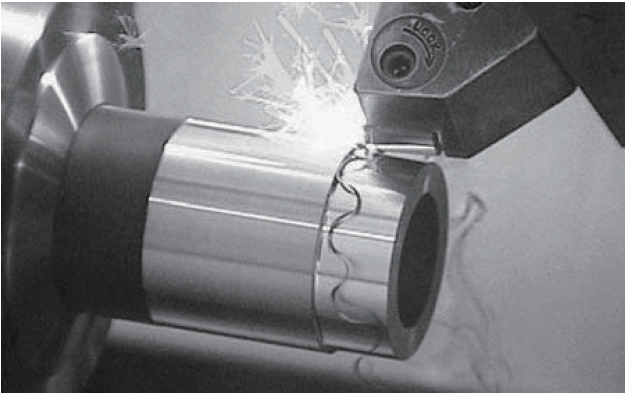
图1 试验管坯
3 试验结果分析
图3所示新式加工机床由四大部分组成:三单元卧式加工单元、卧式五轴单元、工作台底板及夹具、桁架自动化送料系统。
3.1刃口磨损
在硬车削中,刃口是刀具寿命的关键。由于硬车削刀具所用材料脆性好,其边缘坚固,所以几何形状有助于防止刀具过早损坏,但一旦有刃口切边形成则会加速刀具磨损。这种情况会因大切削载荷和硬车削的负前角而放大。现在刀具供应商会用磨光边缘倒角来强化边缘切削刃,这有助于提高刀具的寿命。
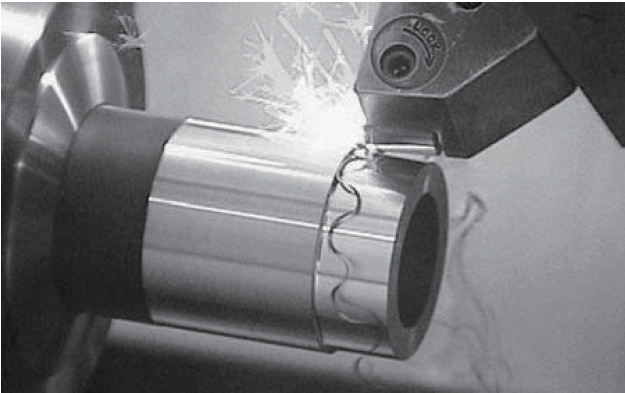
在硬车削方面的研究表明,刃口处理会影响硬车削中的切削力、残余应力和白层。因为进给量和背吃刀量都很小,以至于切削发生在刀具的刀尖半径上,而且通常只发生在刃边倒角上。刀具磨损前后对比如图2所示。图2b所示为磨损的弧坑区域。
a)磨损前
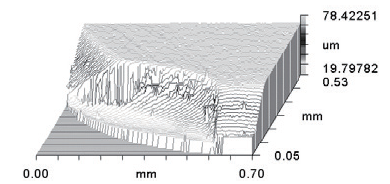
图2 刀具磨损前后对比
由于刃口处理会影响刀具磨损和零件表面质量,因此测量切削刃几何外形在刀具寿命期间的变化情况非常重要。图3为刀具刃口的二维剖面图变化轮廓,此图清楚地显示了切削刃外形的巨大变化。磨损后的刀具与磨损前相比,由于前角从正值变为大负值,所以切削刃尖端的角度比初始切削刃弱,这是刀具断裂的区域。通过这个试验观察测量可以得出刀具磨损外形剖面图,为下一步测量刀具磨损区尺寸及预测刀具失效时间打下基础。

a)磨损前
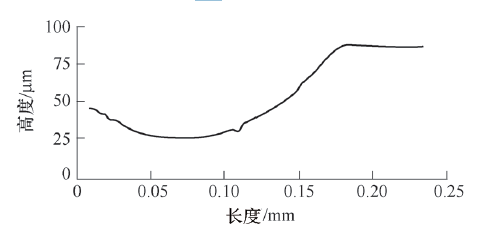
b)磨损后
图3 刀具刃口的二维剖面
3.2侧面磨损与刀具寿命预测计算
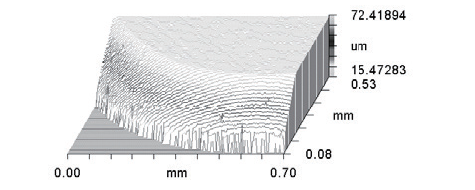
对刀面磨损量进行量化非常重要,图4显示了刀具磨损前后切削刃三维表面图像,测量图4b磨损数据,可以获得二维剖面图(类似于图3),可用于测量侧面磨损的宽度。
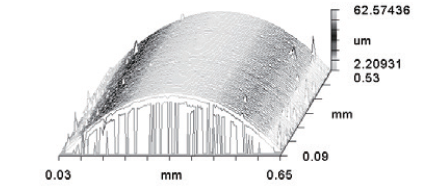
a)磨损前
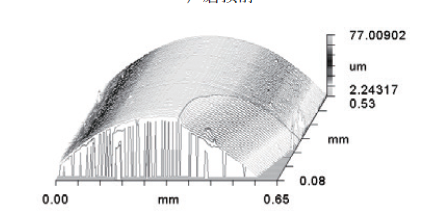
b)磨损后
图4 刀具磨损前后刀具侧面状态
根据切削时间和侧面磨损测量值绘制的对应关系如图5所示。
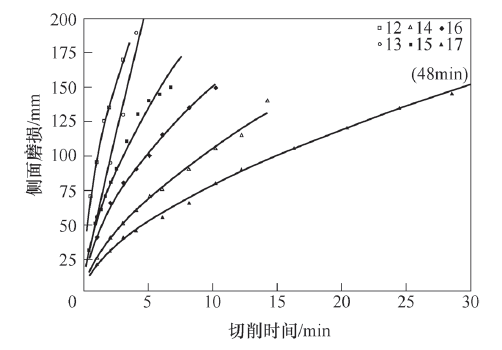
图5 刀具的侧面磨损测量值与切削时间的对应关系
刀具的侧面磨损量可用式(1)计算
VB = atb (1)
式中,VB是侧面磨损量(mm);t是累积切削时间(min);a和b都是特定刀具材料和切削条件组合的常数。
从图5可以看出,在大多数切削条件下,后刀面在开始阶段磨损非常迅速,当侧面磨损在150~200mm时,大多数刀具失效。通过图5中的特定刀具在不同切削条件下的线性回归数据,可以计算出常数a和b,得出这种刀具的磨损和切削时间关系的公式,这个公式是一种预测失效时间的简单方法。预计磨损量在超过150mm的情况下刀具会失效,利用式(1)可以计算出切削刀具的使用寿命。这是一种在合理切削范围内预测后刀面磨损量或刀具寿命的方法。
3.3 切削参数及刀具材料对刀具寿命影响
刀具失效都是在刀具上发现刃口断裂时或侧面磨损超过200mm时确定的。选择200mm是因为大多数刀具的侧面凹地测量值在150~200mm。需要注意,失效标准是明显的边缘断裂。但是,尽管边缘断裂,许多刀具还可以用于更多的加工。
在刀具寿命数据中有几个值得注意的趋势,最明显的是在切削速度为91.4 m/min的条件下,刀具寿命显著提高。无论刀具材料、刀具供应商或背吃刀量如何,这一点都成立。增加进给量的效果则较复杂,就使用刀具去除的材料量而言,增加进给量对供应商甲的高CBN含量刀具寿命有不利影响,对于供应商甲的低CBN含量刀具和两种等级的乙供应商刀具,这种趋势却是相反的,增加进给量实际上会少量地提高刀具寿命。因此,对于大多数CBN牌号,进给量的增加减少了刀具的使用寿命,但实际上增加了刀具可以去除的材料量。后者是一个更合理的刀具寿命指标,因为它直接关系到在给定的背吃刀量下可以用刀具加工的零件数量。
根据以上分析得出结论:为了提高刀具寿命,通常应选择较低的切削速度,同时增加进给速度。由于材料去除率与进给速度和切削速度呈线性关系,因此将切削速度减半,同时将进给速度加倍,可保持相等的去除率。但可接受的进给速度有限制,这是由刀具所能承受的切削载荷而又不发生断裂的能力决定的。
通过测量高CBN含量和低CBN含量的刀具寿命,发现使用低CBN含量刀具进行切削具有优势,其原因是:在低CBN含量刀具中使用的陶瓷黏合剂,其黏结强度增加会使刀具寿命延长,同时,陶瓷黏合剂还提供了一种复合刀具材料,与高CBN含量刀具100 W/(m·K)热导率相比,其热导率<45 W/(m·K)。如果假设切削产生的大部分热量(80%~90%)被切屑带走,那么剩余的热量必须进入工件或刀具。较低的热导率降低了进入刀具的热量,这有利于软化工件并通过降低刀具温度提高刀具的耐磨性。
4 结束语
硬车削是一种新兴技术,由于生产率高、灵活性高、投资少和环保费用低,所以有可能取代许多磨削作业。但对硬车削中使用的脆性刀具的磨损和失效的研究有限,是阻碍该技术进一步应用的最大障碍之一。为了解不同CBN牌号的磨损行为和使用寿命,采用四种不同刀具材料对17种切削条件下的试验基体进行了全寿命研究。研究结果表明,切削速度对刀具寿命的影响大于进给速度或背吃刀量。CBN刀具进行硬车削时,通过降低切削速度并保持合理的进给速度和背吃刀量,延长刀具的寿命并且使刀具在寿命周期内的材料去除量成倍增加,降低加工成本。
通过对不同CBN含量刀具切削试验对比,发现低CBN含量刀具具有明显的硬切削优势,这对刀具及其切削参数的选择具有很好的借鉴参考意义。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















