
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















博特公司推出铝合金加工用PCD整体复合刀片

一、铝合金轮毂的发展
早在20世纪20年代德国人就用砂型铸造生产了赛车用铝轮毂,40年代中后期在轿车上应用了铝轮毂,50年代末开发出了铸造整体铝轮毂,70年代起发达国家开始大批量推广应用铝轮毂。我国在80年代末开始了铝轮毂的生产制造,随着2006年我国汽车总的产销量超过720万辆,成为世界第三大汽车生产国和世界第二大汽车消费国,我国汽车及摩托车铝轮毂年产量也超过6200万件,是世界铝轮毂生产大国,并且出口份额大。

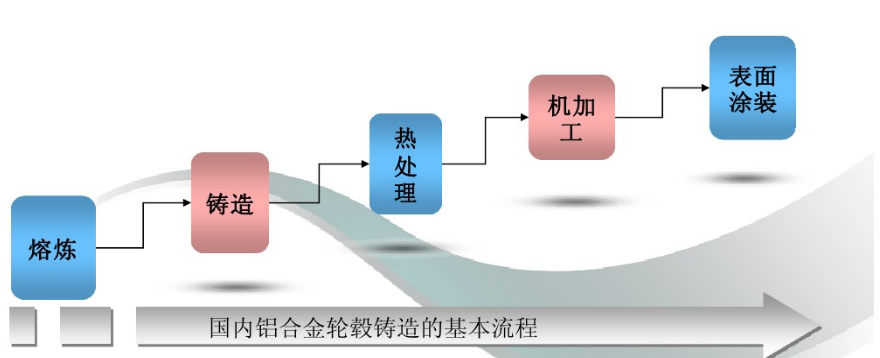
二、铝合金轮毂的制造生产流程
三、铝合金加工特点
1、铝合金硬度低
相比钛合金与其它淬火钢,未经热处理铝合金的硬度较低。普通铝板的硬度一般都是HRC40度以下。因此在加工铝合金时,刀具的负载小。又因为铝合金的导热性能较佳,铣削铝合金的切削温度比较低,可以提高其铣削速度。
2、铝用合金塑性低
铝合金的塑性低,熔点也低。加工铝合金时其粘刀问题严重,排屑性能较差,表面粗糙度也比较高。其实加工铝合金主要就是粘刀与粗糙度效果不好。只要解决粘刀,加工表面质量这两大问题,铝合金加工的问题就迎刃而解了。
3、刀具易磨损
因为采取不适合的刀具材料,加工铝合金时,往往因为粘刀,排屑等问题导致刀具磨损加快。
四、切削铝合金的刀具材料
从铝合金的切削加工性可知,无论从砂轮还是从零件的精度和表面粗糙度等方面而言,均不能采用磨削工业手段对铝合金进行切削加工。而无论是车(镗)削、铣削、钻削中的那种切削加工类型,都要求刀具耐磨,切削刃锋锐,具有大的正前角,刀具前、后刀面表面粗糙度值尽可能小,前刀面抗粘接,排屑流畅等。为此,PCD刀具或CVD金刚石刀具是适宜的切削铝合金的刀具材料,它们都可以保证刀具刃口锋利且耐磨损。
针对这一应用的特点,郑州博特硬质材料研发部门投入了大量的资源首创高硬度,锋利的PCD整体复合刀片,解决铝合金轮毂的加工问题。
五、博特PCD整体复合刀片优势
1、刀尖数量多
2、复合层和硬质合金基体高温高压下结合,结合强度高。

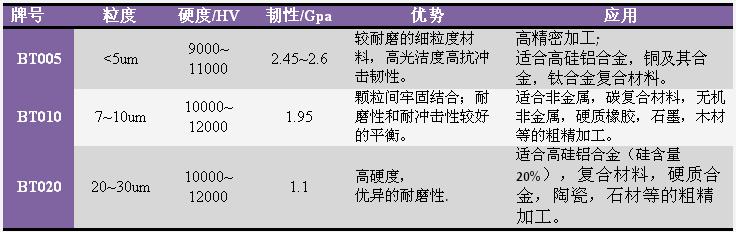
博特首创PCD整体复合刀片
表1.可选牌号及适用范围

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















