
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















专注于高精度数控端面外圆磨床

孟黎问:请问贵公司命名了一款智能型刀柄专用磨床,这是一款怎样专机呢?
杨工答:我们三年前专门针对HSK和BBT这类高速刀柄研发了一款功能强大的专用磨床。磨床的设计理念是基于对刀柄磨削这个行业的普遍痛点做了深入调查后确立的。这一款产品解决了刀柄磨削时经常出现的五大问题,从而极大提高了磨削精度和效率。经过三年的实战检测和细节改进,市场反馈令人满意和期待。也陆续开展宣传和推广工作。
孟黎问:我注意到这款专机命名中有智能两个字,在如今的智能化自动化大潮中,咱们机床都在哪些方面体现这个智能化特点呢?
杨工答:我们的机床在七年前就着手应用先进的传感器,并开发了数控系统。打个比喻就是,给磨削机床加上能够探测声音,振动,压力,温度等信号的传感器,让机床系统综合处理这些信号,做到自动调整自动适应。这就像是给机床增加了多维度的感官系统,让机床可以综合这些感知到的信号进行科学合理的自我调整,具备一定程度的自适应自调整功能,从而部分的摆脱对经验操作工的依赖。目前,我们的机床在智能化系统方面处于国产机床中的前列,已经成功实现了砂轮自动对刀,自动修整和补偿,砂轮自动平衡,磨削强度自动适应工件的磨削余量大小,机床还有自动进行冷却和热平衡,导轨自动润滑,床身自动清洁,液压油自动冷却和循环过滤。特别值得称道的是,一旦出现意外碰撞,砂轮能自动退回防止事故发生。这种碰撞自动防护也是我们的机床核心亮点,反应速度在毫秒级别,非常有助于高精度机床的自我防护。另外,机床还针对五类刀柄工件的特点,专门开发了系统操作界面,操作人员只需要选填几个关键参数就可以进行多种类型刀柄的磨削,不需要懂得编程和程序调试就能操作。从以上这几点可以说很大程度了摆脱了对经验工人的依赖,机床可以自动实现很多复杂而有难度的功能,这是我们在智能化这个领域保持竞争优势的具体体现。我们可以称这类机床是智能型刀柄专机1.0时代。
孟黎问:这种智能型刀柄专机是怎么做到提升200%以上的效率,同时还能提升精度等级呢?
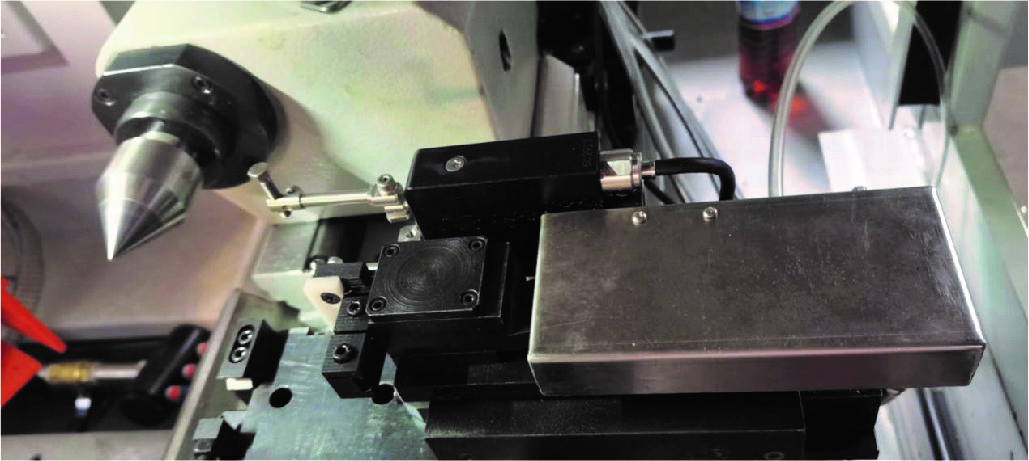
杨工答:MGDK1512智能型刀柄专机如何做到提升精度的同时可以大幅度提升磨削效率,提升产能200%~300%。这个提升让专门从事HSK和BBT刀柄磨削的附件厂家颇感意外。为何能提升如此明显,主要得益于我们前期的市场调研,找到了刀柄磨削中常见的五大共性问题。我们作为一家有二十年的机床厂,还是有这个基础对这些问题针对性解决的。举例来讲,HSK和BBT刀柄经常遇到的一个突出问题是锥柄的直径的大小和端面的位置直接相关。而磨削锥柄时磨床受到砂轮锋利程度,机床重复定位精度,包括端面量仪测量精度等多方面的影响,使得锥柄尺寸最关键的那两三个微米的控制变得比较难控制。而我们没有沿用过去机床厂家的常规思维,从砂轮修整,重复定位精度,重复测量精度提升上下功夫,我们借鉴了国外机床精密磨削时最有效的控制手段-----闭环在线控制的方式。这种闭环在线监控要求机床边磨削边进行实时检测工件的尺寸大小。随时发送给控制系统还有多少个微米就达到理想尺寸。这种闭环控制下,砂轮的锋利程度,机床的定位精度,端面量仪的测量精度都变得不是那么重要。因为,磨削的控制是依靠实时在线检测的量仪来闭环控制的。简单讲,只要是实时检测工件外径尺寸的量仪没有达到那个标准样件(标准尺寸)的外径尺寸时,磨削就继续进行,直到完全达到为止。这样一来就能够做到工件一次装夹后,由外径量仪闭环监控磨削尺寸是否达到理想标准,磨削能够一次性完成。而省去了磨削后还要再次检测,和再次修磨的程序。这样不仅节约了测量和再次装夹的时间,减轻了工人的重复劳动,而且还使得端面和外圆能一次成品,精度更好。其工作效率是传统效率的2~3倍,精度反而比过去的方式更好。
孟黎问:那也就是说如果现有机床安装了你刚刚所说的外径量仪,是不是都能够实现效率大幅度提升,精度同时变得更好呢?
杨工答:这样说可以算是说对了一半。之所以,说的不完全对是因为两个原因:第一,这种在线监测的外径量仪不是一种标准的产品,因为它测量的是个锥面,不同于测量圆柱面。如果购买专用的锥柄量仪一来价格不菲,动辄十多万,关键是由于量仪厂家研制的这类量仪是比较复杂的,往往是两个外径量仪和一个端面量仪组合而成,不仅贵而且调整很复杂,操作不好就出废品,并不实用。我们的机床上配备的刀柄专用量仪是针对这些问题专门发明自制的一种新型锥度外径量仪,不仅精度很高,重复测量精度可以达到0.5微米,而且调整简单,可靠性高,正常使用寿命至少在三年以上。我们为此申请了国家专利,专利号是:ZL。。。。。而且我们准备进军国际市场,也考虑在欧美主要发达国家申请相关的国际专利。
更重要的是,如果一台设备基础精度不够好,导轨存在问题,即使安装了这种专利量仪,也未必会稳定的实现磨削效果。打个比喻,安装了这种量仪好像给一个狙击手安装了高倍率的瞄准镜,但是能否打准还要看枪的质量水平。所以说,如果给一台精度不稳定的机床加上我们的专利量仪也是不能达到稳定产出要求的。归根到底,这款高精度的刀柄磨削机床不是由一个单独的量仪功能能决定的。
孟黎问:那除了量仪是贵公司自己研发的专利产品外,还有哪些地方也是普通机床不具备的,或者说这台专机还有其它特殊设计吗?
杨工答:这个问题问的好。之所以我们给这台机床命名代号为MGDK15系列,就是因为它有三个明显与众不同的地方。其中一个就是上面提到的专用刀柄量仪,第二个是独特的头架和尾架设计。这款专机的头架具备气浮移动,液压锁进机构,而且移动时导轨采用了双V型导轨,导轨的直线度很高。高到什么程度呢,就是当同品种类型的刀柄更换活儿时,只要是刀柄的锥度不发生变化,只是总长和型号发生变化,就可以直接使用我们的快速换活功能键,可以非常方便快捷的完成更换。整个更换时间从传统方式的30分钟可以缩短到不到2分钟。效率大大提高。可以将多品种小批量的高速刀柄干出接近大批量生产的效率。这是一个非常实用的亮点和独特性。最后一个特殊设计就是我们的操作界面是经过专业化设计和二次开发的。操作工人可以通过简单的填选几个关键参数:例如刀柄类型和型号,磨削余量等就可以进行不同种类刀柄的更换和操作。这种表格式的操作界面拥有清晰的注释和可选项,对是否有足够的工件磨削经验依赖不高,内部程序通过关键参数会自动匹配磨削数据库,调取行业中最高效实用的磨削参数,安装最佳方案进行磨削。这实际是解放老板,解放车间主任,解放槽中的一项功能。机床具备相当程度的智能调控和自动化水平,所以就不需要依赖经验来进行磨削了。
孟黎问:那你这款专机是不是就只适合磨削刀柄这类产品,对于其它类型的产品就不适合呢?
杨工答:其实不是的。虽然这款专机是为磨削高精度的刀柄而设计开发的,但是其强大的系统和优异的磨削性能是可以用于其它产品磨削的。例如:多台阶轴类,测量棒杆,无端面锥柄,其它复杂的成型面。只是这款专机内置了专用的磨削程序,所以在磨削刀柄这类工件时可以表现出更加优异的性能,但不代表说只能干刀柄这一类工件。 例如:该机床磨削标准棒杆时可以达到2微米以内的圆柱度,1微米内的圆度。粗糙度也能达到镜面效果。 这都得益于这款机床使用了世界上最先进的静动压砂轮箱,具备一流的磨削性能。例如:该款砂轮箱在使用100号粒度的白刚玉砂轮,磨削GCr15轴时可以磨削的粗糙度可达Ra0.008,达到十四级的世界水准。




新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















