
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















加工中心锥孔加工夹具设计
我公司在一种工件锥孔加工工艺改进时,为了提高锥孔加工工序加工精度及效率,加工设备由原来的通用机床加工升级为立式加工中心,加工工序由原来的多工序加工整合到一台机床来完成。这样需要对该工序加工夹具进行优化设计,针对工件加工特点,拟采用一种全新的夹紧定位方式,在保证加工精度和加工效率的同时,综合考虑品种之间的快换性。
1. 工件的结构特点及工艺分析
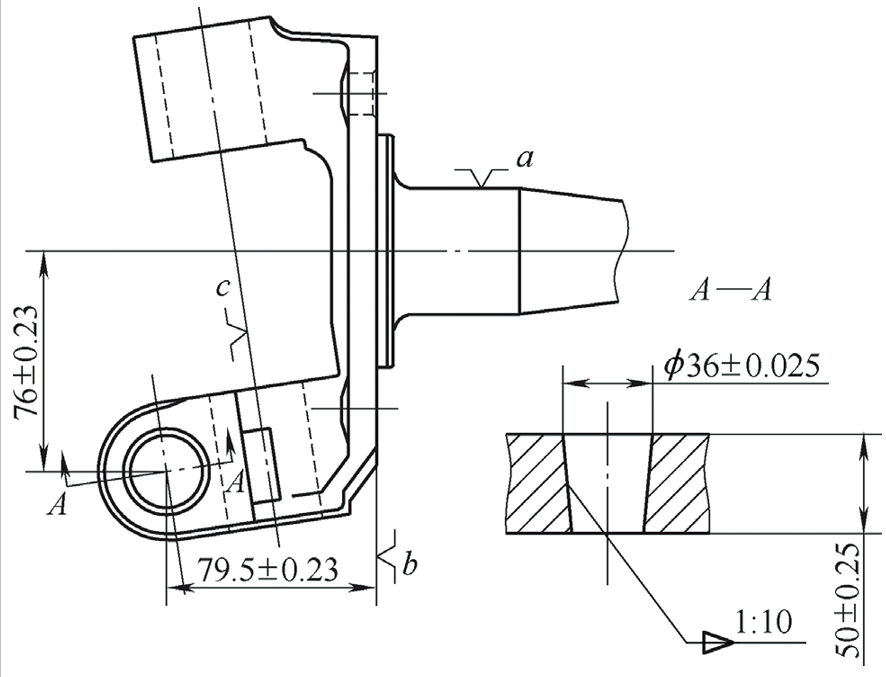
图1
图1所示产品是一种汽车转向节, 属于异型零件, 锥孔相对于其他部位有位置要求, 本身精度要求较高, 大端尺寸φ(36±0.025)mm,涂色面积不低于75%。其锥孔加工内容包括:①铣锥孔大口端面。②预钻锥孔底孔。③粗铰锥孔。④半精铰锥孔。⑤精铰锥孔。⑥(数控转台翻转180°)铣锥孔小口端面保证尺寸(50±0.25)mm等6个工步,加工工艺改进前,该加工内容由5台设备分5个工序来进行,生产效率较低、人员占用较多,且加工精度稳定性差。为此拟采用加工中心对这5步加工内容一次装夹加工完成。
2. 夹具设计思路
(1)由于加工设备采用立式加工中心,为了该工序加工的灵活性及自动化水平,采用数控转台加桥板的方式,夹紧方式采用液压夹紧。
(2)根据工件的整体尺寸空间按同时加工两件来设计,由于产品分左右,两件同时放置可兼顾左右同时加工,以提高生产效率。
(3)根据工件加工设计基准来确定定位基准,在夹具设计时采用一种锁紧弹套方式来对a 处基准进行定位夹紧,b 处平面基准采用定位盘方式。
(4)c 处基准采用插拔定位心轴加U形定位槽设计,避免和b 处定位基准产生定位干涉。适当提高工件主销孔对称度位置精度,尽可能缩小定位心轴与U形定位槽配合间隙,在进行角向定位的同时,承受锥孔加工钻、铰产生的切削载荷。在加工过程中工件受到的切削力较大,这种定位方式在保证定位精度的同时,对工件起到较好的支撑夹紧作用,有效防止了工件受力变形和自激振动,使切削过程平稳,达到较高的加工精度。
1. 夹具结构及各部件功能介绍
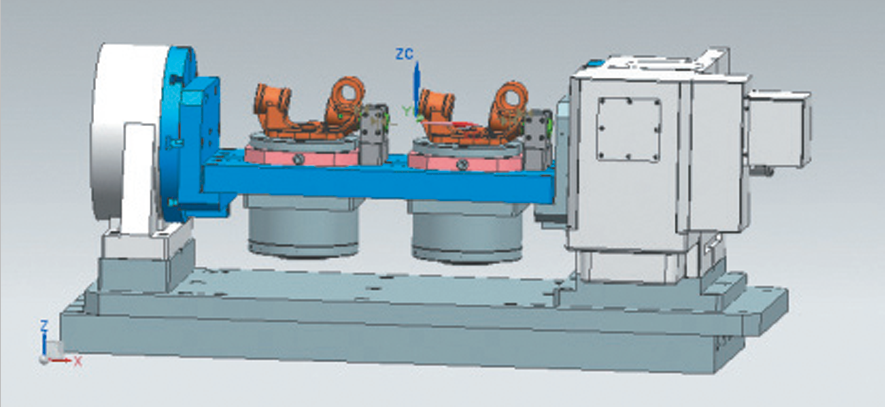
图2
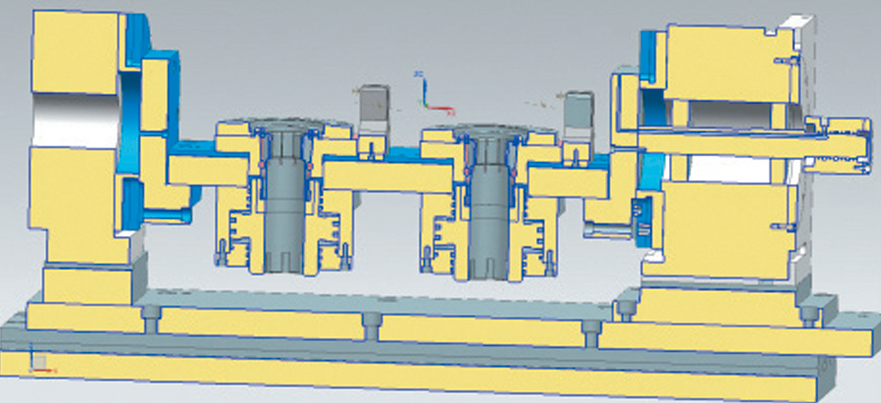
图3
图2、图3所示为该夹具设计的实体三维图和实体剖视图,该夹具采用双工位设计,同时装夹两个工件,夹紧定位采用液压拉缸加锁紧弹套设计,有效避免了转角油缸压爪对刀具加工路线产生的干涉。使用中具体安装如图4所示,其中U形定位卡槽在制作装配时保证与定位心轴配合间隙为+0.05~+0.10mm、对称度≤0.01mm,使该处配合在加工过程中对工件起到支撑定位作用,为了防止出现过定位现象,前道工序在加工时,保证工件c 基准与a 基准的对称度≤0.04mm。锁紧弹套起弹性定位、夹紧元件的作用,材质为65Mn,热处理。
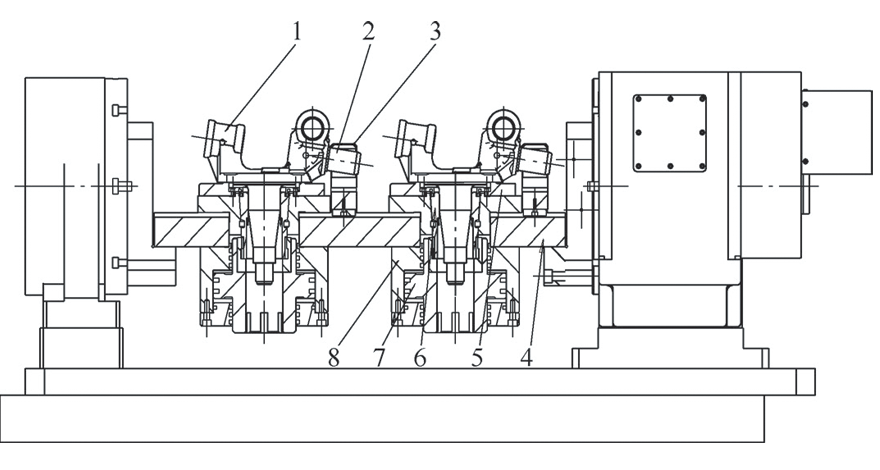
1. 工件 2.插拔式定位心轴 3.U形定位卡槽 4.桥板 5.定位盘 6.锁紧弹套 7.液压拉缸活塞 8.液压拉缸缸体
图 4
4. 夹具操作及动作流程
工件在放入夹具前,先将定位心轴穿入工件主销孔中;然后将工件a 定位基准轴颈处放入锁紧弹套中(由于液压拉缸在原位处,这时锁紧弹套处于回弹张开状态),定位心轴定位端放入U形定位卡槽内,同时工件b 基准在自重作用下附紧定位盘;起动机床夹具锁紧按钮,液压拉缸动作拉紧锁紧弹套,由于弹套锁紧时有自定心作用,对工件加工基准a起到定位夹紧作用,同时弹套锁紧时的轴向运动,拉动工件紧紧贴在定位盘上,对工件起到定位夹紧作用。
5. 夹具使用及设计时应注意的问题
(1)前工序应当保证c 处定位基准孔的加工精度,确保定位心轴。
( 2 ) 与c 基准孔的配合间隙,此处会影响工件周向定位精度。
(3)由于锁紧弹套为开口设计, 在弹套上面应增加防尘盖,防止加工过程中产生的切屑落入弹套开口中,致使弹套无法锁紧,从而降低夹紧力和定位精度。
(4)液压拉缸活塞直径尺寸设计应进行拉紧力测算,拉紧力过大会将工件拉变形,拉紧力过小在加工过程中工件会产生松动,影响加工精度,严重时会对刀具产生损坏。
6. 结语
(1)此夹具设计结构简洁,夹具制作简单,后期维护方便。
(2)定位基准选择准确,保证了锥孔的位置精度。
(3)夹具夹持力稳定,工件支撑合理,减少了加工过程中的变形和振动。
(4)同类工件产品切换快捷,有效避免了转角油缸压爪对工件或刀路产生的干涉。自夹具应用于批量工件生产以来,运行较为稳定,此夹具的设计理念对产品其他工序有一定的启发作用。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















