
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















大规格铣刀体轮毂型排列减重孔设计

1. 序言
在大型机械零件加工中,为了提高生产效率,常采用大直径刀具,一次性完成工件表面的加工。某用户在加工一大型零件时, 要求采用D920mm×60mm大规格槽铣刀,一次性完成工件相关槽面的加工,如图1、图2所示。用户根据其专用机床功率、刀具装夹情况等,要求所设计加工的D920mm×60mm槽铣刀,成品总质量不超过180kg。若按一般减轻刀体质量的设计方法,很难达到用户要求。笔者优化相关设计参数,采用轮毂型减重孔排列,进行减重设计,减重效果好,满足了用户要求。

图1 刀具在机床上的安装

图2 工件加工槽形
2. 刀具结构设计
用户工件毛坯为铸造件,材料HT250。工件毛坯槽形面单边铣削余量2.5mm,工件槽形尺寸K=(60±0.15)mm, L=360mm,H=12mm。虽然工件毛坯槽形面铣削余量不大,但由于要保证槽形宽度等相关尺寸,要求槽铣刀的直径及宽度等外形尺寸较大,导致刀具质量较大。经过测算,按正常步骤,完成刀体槽形及安装孔等加工后,在刀体槽上装配相关零件,最终该大规格槽铣刀成品质量约为288kg,超过用户对该槽铣刀质量的要求,因此必须进行刀体减重设计。
综合考虑用户要求,该大型槽铣刀的刀片端面伸出量可调节,刀具排屑流畅,切削轻快,本次所设计的D920mm×60mm大型槽铣刀的槽形结构及安装孔结构尺寸如图3、图4所示。根据图2工件槽形可知,主要加工上下两侧面,因此,左、右槽形分别设计带+5°刃倾角,使切削锋利。选用平行四边形刀片,有效边长设计为15.5mm×16mm,且带2°侧隙角,主要切削工件槽形底部H=12mm的底面。刀片后边的调整块用于调节刀片端面伸出量。考虑到提高切削效率等因素,刀具总齿数设计为Z=60,其中,左、右齿槽数各30,均匀分布。

图3 刀具槽形

图4 安装孔结构
成品刀具上所装刀片、压块等零件为公司内部标准件,其质量已知。按刀具总齿数Z=60计算, 成品刀盘上所装各零件质量如下。刀片总质量为60×0.011=0.66(k g),双头螺钉总质量为60×2×0.008=0.96(kg),压块总质量为60×2×0.009=1.08(kg),调整块总质量为60×0.007=0.42(kg),成品刀盘上所装零件总质量合计0.66+0.96+1.08+0.42=3.12(kg),按刀盘成品质量不超过180kg,则刀体质量不超过180-3.12=176.88(kg)。
3. 调整设计刀体减重孔结构及参数
根据所设计刀体槽形及安装孔等参数,利用Solidworks绘制出刀体立体图,再利用Solidworks软件的质量查询功能,可方便得到刀体质量。
1)刀体材料为合金结构钢40Cr,其密度取0.785×10-5kg/mm3,不带减重设计时,经过质量查询刀体质量为284.3kg,如图5所示。

图5 不带减重设计时刀体质量
2)若采用普通的减重设计方法,即在刀体上钻减重孔,同时应保证刀体强度(对于φ 800~φ1000mm的大刀盘,一般相邻孔壁距离应>90mm)。
本次选取减重孔直径50mm,考虑保证刀体强度的同时, 按圆周均布两排孔进行减重设计。利用Solidworks软件,经过质量查询刀体质量为262.3kg,如图6所示。

图6 带减重孔进行减重设计时刀体的质量
3)综合考虑工件毛坯槽形切削余量、用户机床功率及用户对刀体质量的要求等因素,采用轮毂型排列减重孔的设计方法,即在刀体上沿圆周方向均布排列设计轮毂型减重孔,同时应保证刀体强度(对于φ800~φ1000mm的大刀盘,一般相邻减重孔壁厚H>100mm)。考虑保证刀体强度的同时,沿圆周均布排列进行轮毂型减重孔设计。减重孔槽形设计相关尺寸如图7所示。按轮毂型排列减重孔加工好的刀体半成品如图8所示。利用Solidworks软件,经过质量查询刀体质量为175.89kg,如图9所示。

图7 轮毂型排列时减重孔结构尺寸

图8 按轮毂型排列减重孔设计加工的刀体半成品

图9 按轮毂型排列减重孔设计的刀体质量分析
刀盘上所装零件质量合计3.12kg,按轮毂型排列减重孔设计后的刀体质量为175.89kg,最终成品刀盘总质量为175.89+3.12=179.01(kg),满足了用户对刀盘总质量不超过180kg的要求。
4. 刀盘的实际应用
用户机床为大型龙门铣床,工件沿长度方向安装在龙门铣床工作台上,如图10所示。将所设计的带轮毂型减重孔的铣刀盘,通过专用铣刀杆安装在龙门铣床主轴上,用户材料为HT250,毛坯为铸造件。使用硬质合金刀片,按YG8选用,采用干式铣削。主轴转速为60r/min,龙门铣床工作台进给速度为200mm/min,所加工工件的槽深为360mm。实际切削效果满足用户要求,刀盘质量减轻后既方便了安装使用,也提高了生产效率。
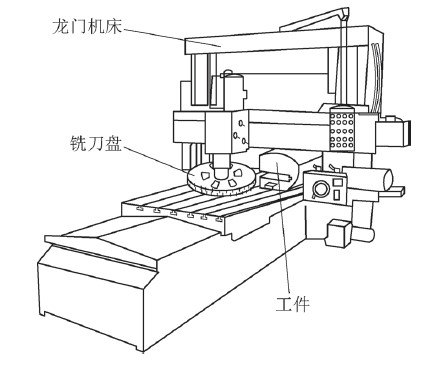
图10 带轮毂型排列减重孔的铣刀盘铣削加工
5. 结束语
对于大规格的铣刀盘,采用轮毂型减重孔排列进行减重结构设计,可有效减轻刀体质量,特别是当用户机床电动机功率有限时,很方便用户机床安装使用。利用Solidworks等立体绘图软件的参数驱动设计功能及质量等属性查询功能,可方便进行几种方案参数的比较优化设计,从而满足用户对刀盘总体质量的要求。本文大规格铣刀体轮毂型排列减重孔设计方法,可为同类其他大规格刀具减轻质量设计时提供借鉴。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















