
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















立式车铣复合加工中心的编程方法
1. 序言
随着国内高端制造业的兴起,为了满足客户个性化需求,重型和大型复杂零件的制造精度越来越高,对机床也提出了更高的要求,立式车铣复合加工中心应运而生。本文以西门子828D系统为例,介绍立式车铣复合加工中心上CYCLE800、端面转换和柱面转换等功能的编程方法及应用实例。
2. 西门子数控系统的优势
西门子828D提供了很实用的人机对话式编程,加工零件程序无需记忆大量G代码,还有各种转换功能,用相应的转换指令可以很方便高效地编程。例如CYCLE800就是很实用的回转平面功能,使用右手笛卡尔坐标系,很容易实现坐标系的平面回转,坐标系回转后,再使用西门子模块功能进行平面铣削、型腔铣削、多边凸台铣削、槽铣削、螺纹铣削和雕刻铣削,这样就可以大大降低编程难度,减少程序的长度。立式车铣复合的常用指令如下。
SETMS(n);n表示切换为主主轴的主轴轴号
SETMS;主主轴复位
TRACYL(d);柱面转换开始,其中d为圆柱工件直径
TRAFOOF;转换结束
CYCLE800();平面回转
以CYCLE800为例,CYCLE800可实现铣刀定位和回转平面。铣刀定位是摆动刀具轴线的方向,不改变工件坐标系方向。刀具回转如图1所示。回转平面(见图2)是摆动加工平面以及刀具轴线方向,可以对系统的框架实现静态平面的转换,可在5轴机床上定义空间中的旋转工作平面。在该工作平面上能进行2D或3D的操作和加工。参与转换的2个旋转轴只进行定位,线性轴在加工时移动的方式被称为3+2轴定位加工,能够把工件坐标系通过平移→旋转→再平移的方法转移到当前所需加工的空间倾斜面上,实现空间坐标系的转换,从而将实际的旋转轴法线定位到编程平面上。
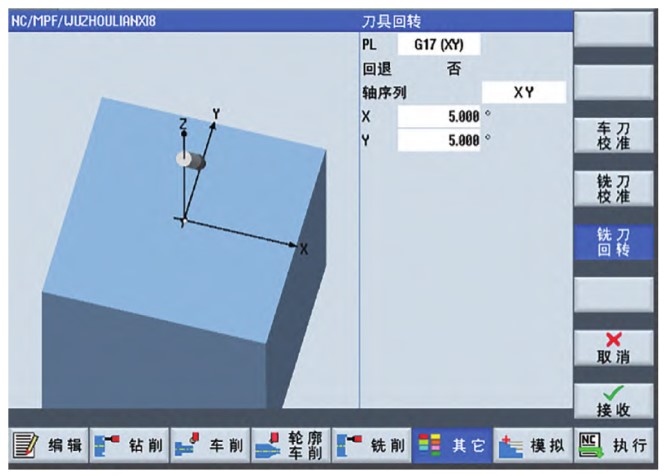
图1 刀具回转
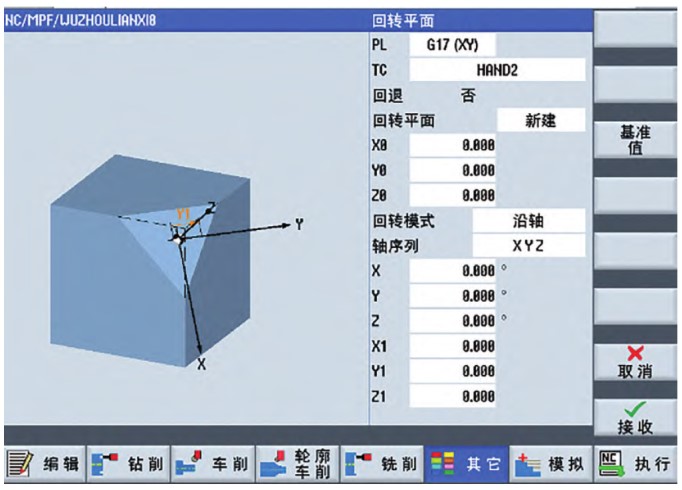
图2 回转平面
CYCLE800的铣刀定位有相应的模块,只需填写需要旋转的角度即可完成编程。判断和设定CYCLE800的方法是用右手笛卡尔法则确定X、Y、Z三个轴的正方向:伸出右手大拇指、食指和中指并成垂直状,拇指对应X轴正向,食指对应Y轴正向,则中指对应Z轴正向;然后右手伸出大拇指,其余四指握拳,大拇指指向轴的正方向,其余四指弯曲的方向就是旋转平面的正方向,反之为负方向。
3. 立式车铣复合编程方法
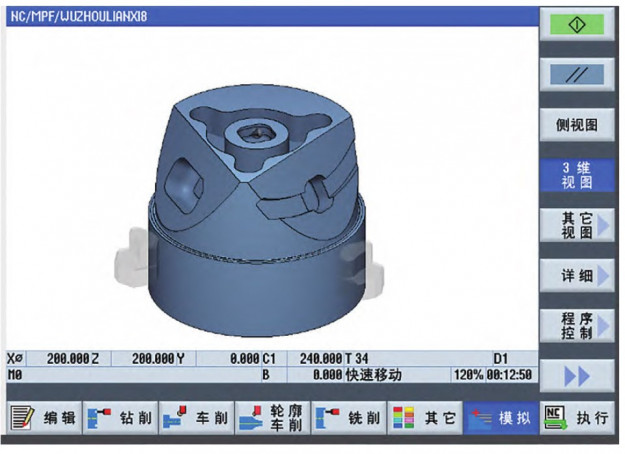
以图3零件为例,介绍立式车铣复合编程方法。此零件通过车铣复合机床CYCLE800铣刀定位和回转平面功能,结合西门子特有的模块化编程进行铣平面、轮廓铣削和型腔加工,最后运用TRACYL柱面转换加工,在零件外圆处雕刻字母。
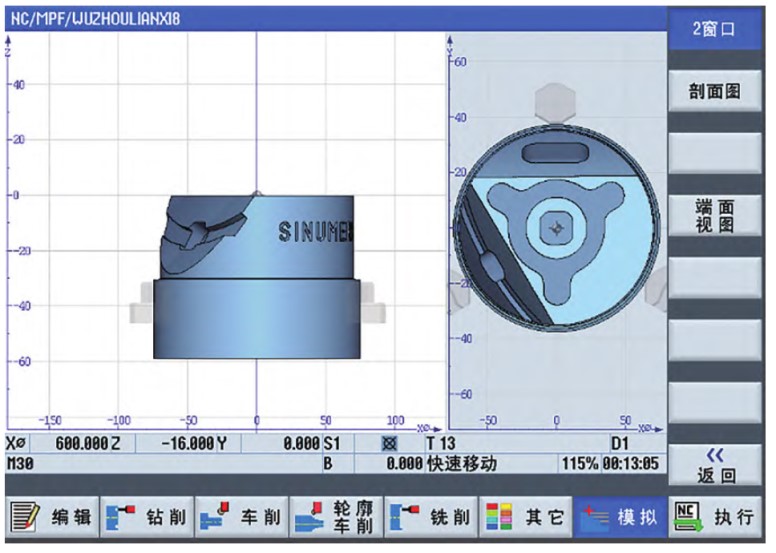
图3 零件模型
第一步加工斜面,如图4所示,使用CYCLE800回转平面功能加工一定角度的斜面。首先选择需要的刀具,34号刀为φ 4mm立铣刀,然后启动第二轴铣削轴,轴参数为正转,转速为1000r/min,CYCLE800将工件中心坐标向正方向移动20.556mm,Y轴旋转60°,再将旋转后的坐标系向Y轴移动-30mm。然后使用模块铣削平面,系统自动转换为铣削60°斜面。具体程序如下。
T34D1M6
SETMS(2)
M2=3 S2=1000
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,0,-30,0,-1,100,1)
CYCLE61(100,12,10,0,0,0,32,55,2,70,1,90,31,0,1,1010)
CYCLE61(100,1,10,0,0,0,32,55,0.5,20,0,90,31,0,1,1010)
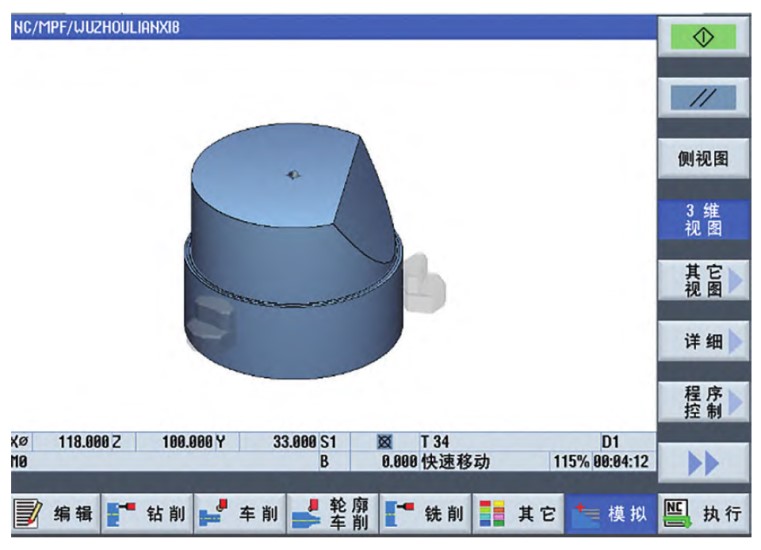
图4 斜面加工
第二步在加工的斜面上挖一个贯穿槽,槽中间再挖一个方形槽。如图5所示,使用CYCLE800铣刀定位和回转平面,在斜面上挖槽。在斜面的基础上,Z轴坐标系ROT旋转90°。使用轮廓铣削,粗加工和精加工贯穿槽,退刀后Z轴坐标系还原到0°,在贯穿槽中间加工方形槽。具体程序如下。
T34D1M6
SETMS(2)
M2=3 S2=1000
CYCLE800(0,“HAND2”,101,54,,,,15,0,,,,,,100,1)
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,16,0,0,-1,100,1)
ROT Z=90
CYCLE62(“CE1”,1,,)
CYCLE63(“QWE”,11,10,0,1,-4,100,0.1,40,1,0.1,0.1,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
CYCLE63(“WE”,13,10,0,1,-4,100,0.1,40,1,0.1,0.01,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
G0X150
ROT Z=0
POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,21,70,8,3,15,2,2,0,1,2,11100,11,111)
POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,22,70,8,3,15,2,2,0,1,2,11100,11,111)
轮廓铣削程序如下。
E_LAB_A_CE1: ;#SM Z:18
G19 G90 DIAMOF;*GP*
G0 Y-28.32 Z11 ;*GP*
G3 Y28.32 J=AC(0) K=AC(56.978) ;*GP*
G1 Z3 ;*GP*
G2 Y-28.32 J=AC(0) K=AC(58.154) ;*GP*
G1 Z11 ;*GP*
E_LAB_E_CE1:
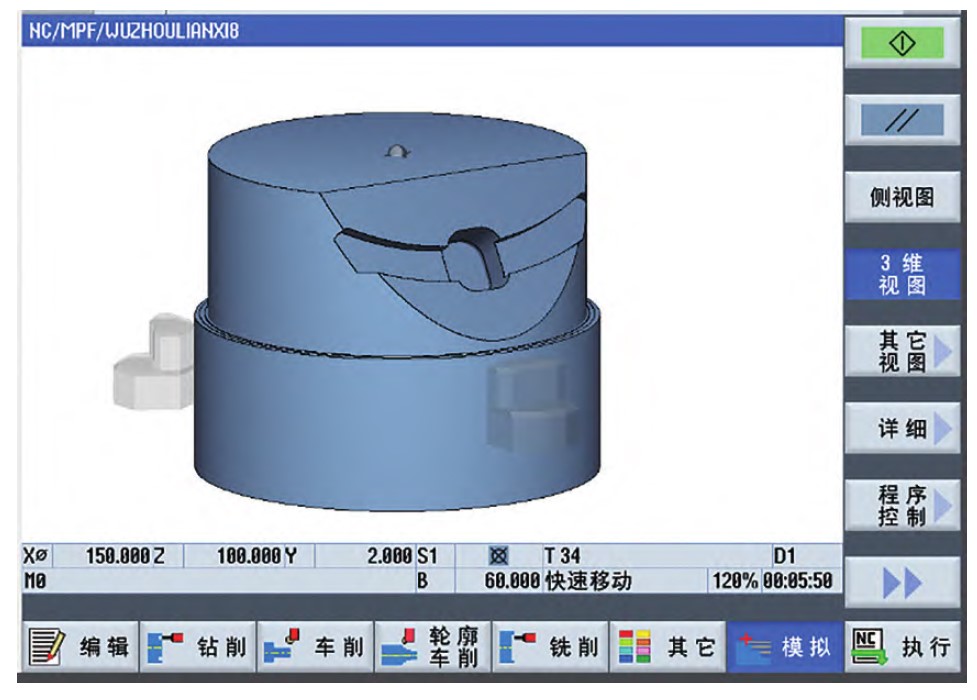
图5 斜面挖槽
第三步在加工的斜面上挖一个矩形腔。如图6所示,使用SPOS主轴定位,换一个角度用CYCLE800铣刀定位和回转平面,在斜面上挖矩形腔。首先使用主轴定位功能,让主轴旋转240°,重复第一步加工斜面,再换球刀加工矩形腔,具体程序如下。
CYCLE800()
SETMS
M1=3 S1=50
SPOS=240
SETMS(2)
T34D1M6
M2=3 S2=1500
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,16,0,0,-1,100,1)
CYCLE61(100,12,10,0,-20,-30,17,50.5,2,70,1,90,31,0,1,1010)
CYCLE61(100,1,10,0,-20,-30,17,50.5,2,20,0,90,31,0,1,1010)
G0Z150
T29D1M6
M2=3 S2=1500
CYCLE800(0,“HAND2”,101,54,,,,60,0,,,,,,100,1)
POCKET3(100,0,10,-6,24,14,5,0,0,90,1,0.1,0.1,80,0.1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,-5.5,10,-6,24,14,5,0,0,90,0.5,0.1,0.1,80,0.1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)
G0X200
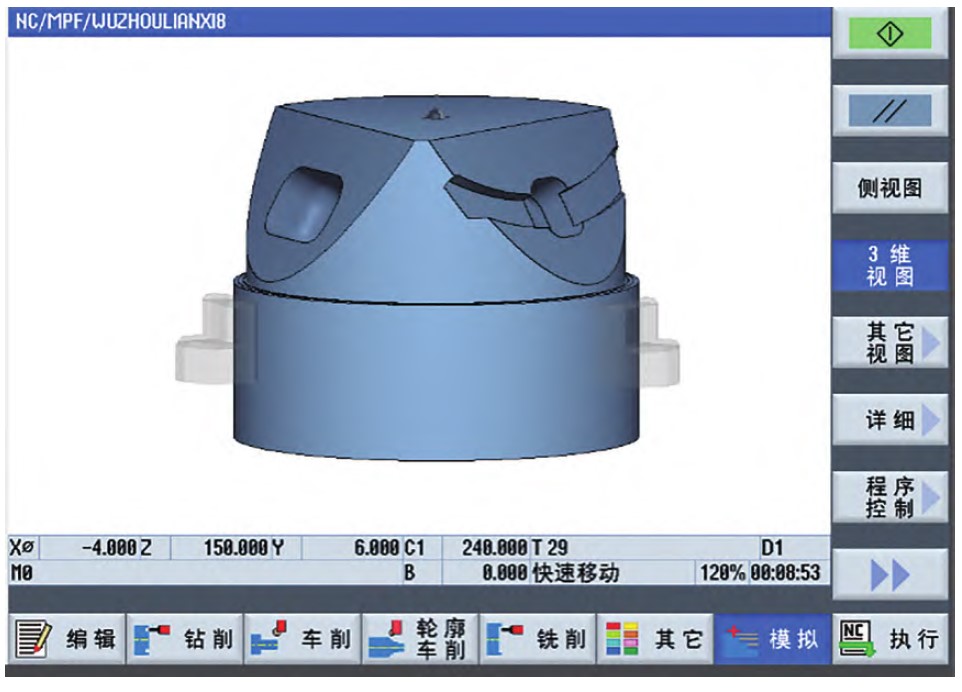
图6 斜面挖矩形腔
第四步,使用西门子多个岛屿轮廓的铣削功能,铣削零件顶部(见图7)。在开始铣削顶部之前,首先取消坐标系旋转,取消刀具定位角度,使铣刀垂直于工件进行加工。使用多个岛屿轮廓的铣削功能,首先新建大轮廓,再创建中心的轮廓,调用轮廓的时候一定先调用大轮廓,后调用中心的圆轮廓,然后使用轮廓铣削功能里的型腔铣削,完成零件顶部的加工,最后在零件顶部加工一个矩形腔,具体程序如下。
CYCLE800()
CYCLE800(0,“HAND2”,101,54,,,,0,0,,,,,,100,1))
T34D1M6
M2=3 S2=1500
G0Z200
CYCLE62(“DINGMIANHUABAN”,1,,)
CYCLE62(“ZHONGXINYUAN”,1,,)
CYCLE63(“QWE”,1011,100,0,10,-10,100,0.1,55,1,0.5,0.5,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
CYCLE63(“QWE”,1013,100,0,10,-10,100,0.1,30,1,0.1,0.1,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,21,40,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,22,40,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,24,40,8,3,15,1,1,0,1,2,11100,11,111)
G0Z200
X200
轮廓DINGMIANHUABAN:
E_LAB_A_DINGMIANHUABAN: ;#SM Z:4
G17 G90 DIAMOF;*GP*
G0 X1.103 Y17.465 ;*GP*
G3 X5.747 Y19.955 I=AC(1.417) J=AC(22.455) ;*GP*
G1 X7.1 Y22.298 ;*GP*
G2 X15.76 Y17.298 I=AC(11.447) J=AC(19.827) ;*GP*
G1 X14.407 Y14.955 ;*GP*
G3 X14.574 Y9.687 I=AC(18.737) J=AC(12.456) ;*GP*
G2 Y-9.687 I=AC(-0) J=AC(0) ;*GP*
G3 X14.407 Y-14.955 I=AC(18.737) J=AC(-12.456) ;*GP*
G1 X15.76 Y-17.298 ;*GP*
G2 X7.1 Y-22.298 I=AC(11.413) J=AC(-19.769) ;*GP*
G1 X5.747 Y-19.955 ;*GP*
G3 X1.103 Y-17.465 I=AC(1.417) J=AC(-22.455) ;*GP*
G2 X-15.676 Y-7.777 I=AC(.001) J=AC(0) ;*GP*
G3 X-20.155 Y-5 I=AC(-20.155) J=AC(-10) ;*GP*
G1 X-22.861 ;*GP*
G2 Y5 I=AC(-22.861) J=AC(0) ;*GP*
G1 X-20.155 ;*GP*
G3 X-15.676 Y7.777 I=AC(-20.155) J=AC(10) ;*GP*
G2 X1.103 Y17.465 I=AC(.001) J=AC(-0) ;*GP*
E_LAB_E_DINGMIANHUABAN:
轮廓ZHONGXINYUAN:
E_LAB_A_ZHONGXINYUAN: ;#SM Z:8
G17 G90 DIAMOF;*GP*
G0 X11 Y0 ;*GP*
G3 I=AC(0) J=AC(0) ;*GP*
E_LAB_E_ZHONGXINYUAN:
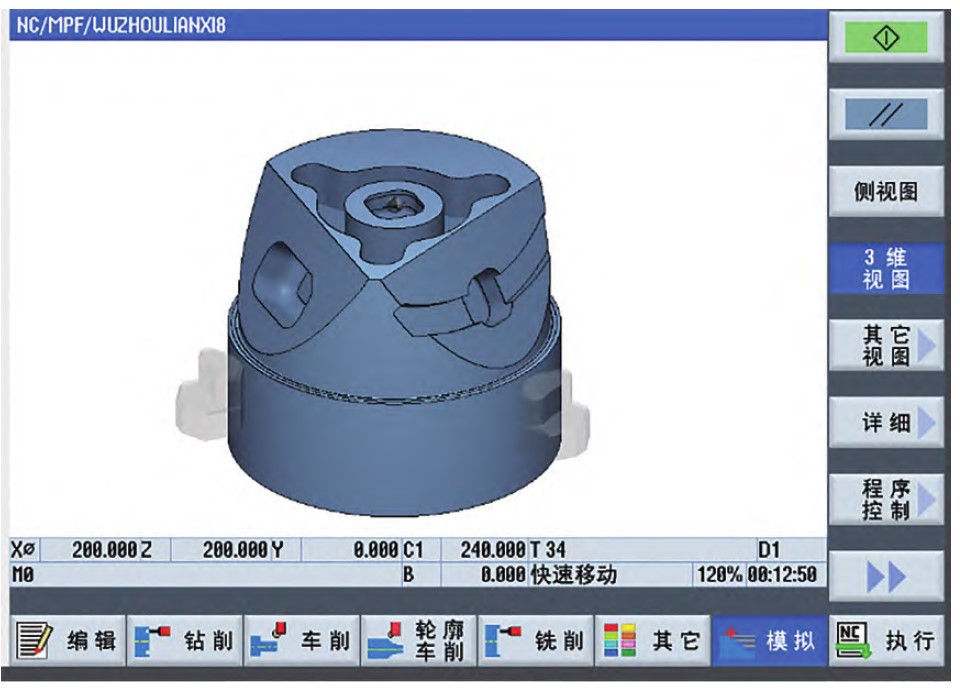
图7 顶部铣削
第五步,使用西门子雕刻铣削功能,柱面雕刻铣削零件(见图8)。选择13号刀具,调整刀具位置,使铣刀垂直于工件柱面;启动第二主轴,设置转数和进给;使用西门子柱面转换功能TRACYL,调用雕刻铣削模块, 在模块中设置需要雕刻的文字和字高;加工完成后取消柱面转换。具体程序如下。
T13D1M6
CYCLE800(0,“HAND2”,101,54,,,,90,0,,,,,,100,1)
SETMS(2)
M2=3 S2=1000 F80
TRACYL(70)
CYCLE60(“SINUMERIK”,70,35,1,,1,52,-10,0,0,0,6,3,1,20,20020000,1252,0,100,13,1)
TRAFOOF
G0X200
4. 结束语
对于较大型的既需要立式车削又需要铣削的零件,在车铣复合加工中心上使用西门子数控系统CYCLE800、端面转换和柱面转换功能,结合模块化编程,可在极大程度上减少编程人员的工作量,且有利于提高生产效率、减少装夹次数,最终提高零件的整体加

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















