
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















数控车床双工序加工夹具设计应用及找正方法
1.问题的提出
在机械制造领域,在某些非轴类产品中有许多孔要加工,根据这种孔的结构特点,在数控车床上加工比较方便,特别是当产品处于试制加工阶段,当孔的尺寸需要调整时,使用车床刀具加工的通用性较好,可以节省刀具成本,并减少前期准备时间。
比如某种阀体类零件,该种零件外形结构整体为长方体,在阀体上有多种不同形状和规格的孔,其中的主孔和偏心孔由于孔内有很多的沟槽和圆角,并且孔比较深,所以更适合使用数控车床加工。另外,如果在新产品试制时,主孔和偏心孔的尺寸会根据需要多次变化,那么在数控车床上进行加工,有更好的便利性。这种情况下就需要设计一种夹具,来适合主孔和偏心孔的加工。
笔者试图制作一种用于数控车床进行孔加工时所使用的夹具和安装调整方法。该结构制作的夹具,能够完成平面上孔的加工。一套夹具经过简单操作的更换,可以完成两个方向不同孔的加工,也可以根据需要分别完成加工。减少车床数量的使用,方便调整切换,减少打表找正的次数和方法。并总结提炼了一种调整找正的方法。
2.设计原理和使用方法
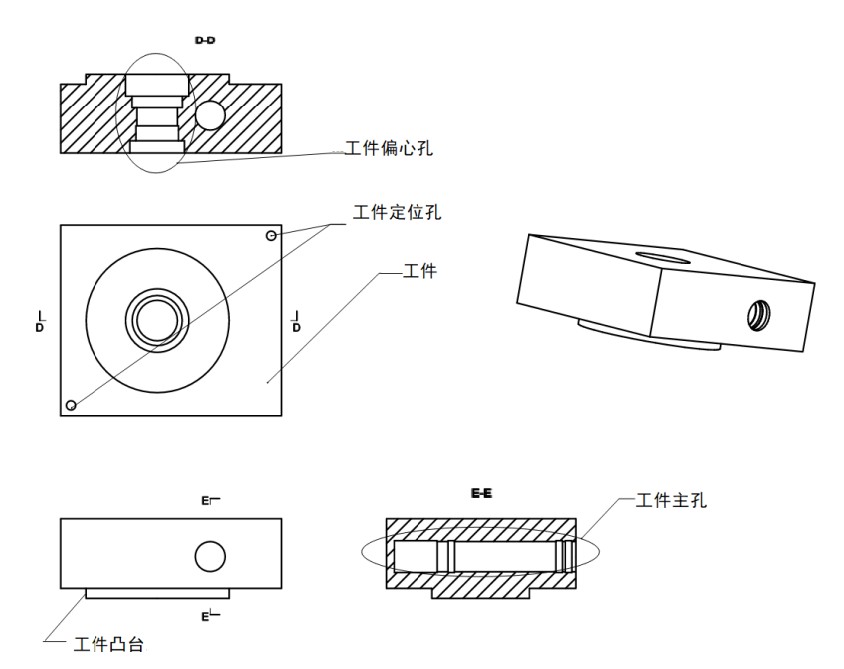
图1 工作示意图
图1是某阀体结构(工件)的简化示意图,工件主孔和工件偏心孔是准备在数控车床上进行加工的,两者都不在工件相应平面的中心位置。为了能够完成工件主孔和工件偏心孔的加工,装夹工件时需要保证所加工孔的轴线要与车主轴轴线重合。
具体结构参见图2、图3、图4、图5,上板与左立板、右立板之间装有连接定位销,并通过螺栓连接。左立板、右立板通过螺栓与底板连接,底板与连接盘通过螺栓连接。连接盘安装在数控车床主轴上。夹具定位体安装在底板上,夹具定位体安装面平面与数控车床主轴轴线之间的设计距离,要保证工件安装后工件主孔的轴线与数控车床主轴轴线重合。锁紧体安放到夹具定位体的定位孔中,加强板用于拉紧左立板和右立板。
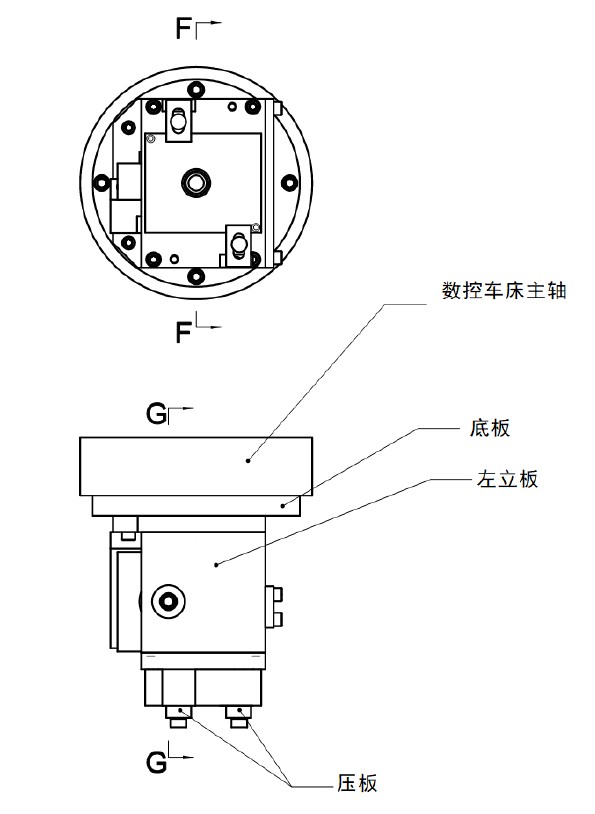
图2 主视图
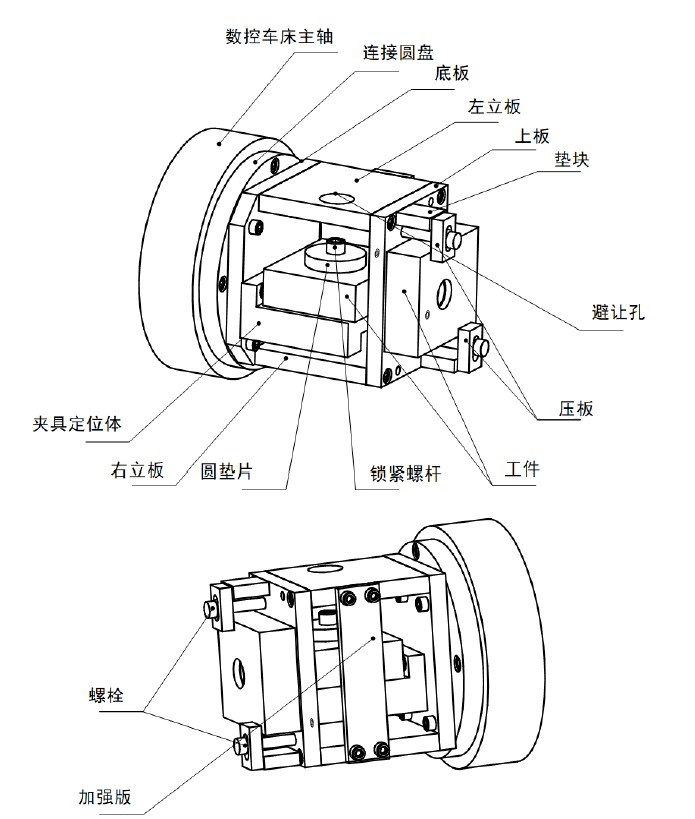
图3 轴测图
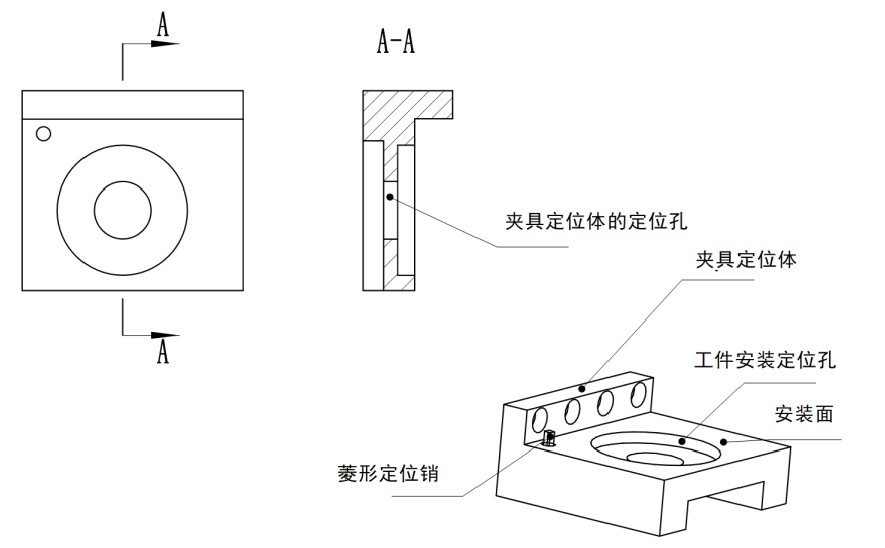
图4 主体夹具定位体
工件安放到夹具定位体的安装面上,工件凸台与工件安装定位孔接触,并且工件定位孔安放在夹具定位体上的菱形定位销上。实现一面两销定位。锁紧螺杆经过压板、与锁紧体连接,利用六方扳手经过左立板上的避让孔,锁紧螺杆,完成加工工件主孔的定位夹紧。
当加工工件的偏心孔时,可将工件放置在上板上,工件定位孔放在上板上面的工件定位销上,工件凸台置于上板的避空圆孔里。垫块安装在上板的两侧,锁紧螺栓,经压板压紧工件。定位销在上板的位置要保证工件安装后的工件偏心孔轴线与数控机床主轴轴线重合。
当夹具定位体和上板上都装有工件,并锁紧后,由于所要加工的工件主孔和工件偏心孔的中心都处于数控车床主轴轴线重合位置,这样我们就可以对两个孔实施加工了,一个夹具就能够完成两个不同位置孔的加工。
单工序加工时的操作方法:参见图5,当我们要加工的产品较大、工件主孔和工件偏心孔的孔径又相对较小时,一次装夹两个产品加工工件主孔时,由于上板和上板上的工件的厚度较高,会导致加工工件主孔时的刀具伸出来过长,导致刀具颤动,不利于产品加工。这时我们可以利用这套夹具分别对工件主孔和工件偏心孔进行加工。具体操作方法是:当加工完工件偏心孔后,可以把上板及上面的垫块和压板等件一起卸下来,这样加工工件主孔时的刀具长度就会大大缩短,保证了加工刀具的刚性;而需要把上板及上面的垫块和压板等件装回夹具时,由于在左立板、右立板和上板之间设计了定位销进行定位连接,保证了它们之间的定位连接精度,再次加工工件偏心孔时,仍然能够保证工件偏心孔的中心处于数控车床的轴线重合,保证了加工精度。
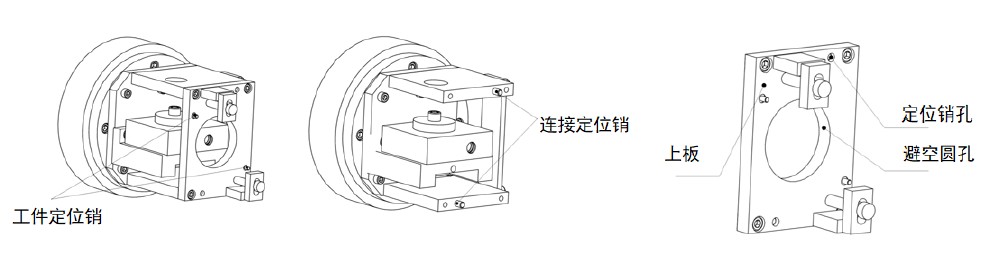
图5 上板切换示意图
夹具安装找正的方法:整体夹具在首次安装到数控车床上时,必须保证夹具的安装精度,这样才能保证加工产品时的尺寸精度。在设计夹具时,为了保证加工工件主孔和工件偏心孔时中心线和数控车床轴线保持一致,虽然个部件之间都设计了相对的位置精度,但实际制造、组装夹具时难免存在误差,所以夹具在安装到数控车床时有必要对夹具进行打表找正。
首先,把连接圆盘安装到数控车床主轴上,两者之间的连接螺栓保持松开状态,使用磁力表座和杠杆百分表来找正连接圆盘的径向外圆,找正后锁紧两者之间的连接螺栓;然后,把上板、底板、左立板和右立板等组装后的夹具,安装到连接圆盘上,保证底板和连接圆盘上两者之间的连接螺栓保持松开状态,使用磁力表座和杠杆百分表来找正上板上的避空圆孔圆表面,由于在设计避空圆孔圆时,与工件定位销之间的位置有严格的尺寸精度要求,所以找正避空圆孔圆表面就间接地找正了工件定位销的精度,也就是保证了在加工工件偏心孔时中心线和数控车床轴线保持一致,找正后锁紧底板和连接圆盘上两者之间的连接螺栓;最后,把夹具定位体,安装到底板上,保证夹具定位体和底板两者之间的连接螺栓保持松开状态,把标准体(或者使用已加工完的工件)见图6,安装到夹具定位体表面上,锁紧标准体,使用磁力表座和杠杆百分表来找正标准体上的标准孔,这样就找正了加工工件主孔时的中心,保证了工件主孔和数控车床轴线保持一致,找正后锁紧夹具定位体和底板之间的连接螺栓,这样整个夹具的安装找正就完成了。当整套夹具从数控车床上卸下来,需要再次安装时,不需要像上述方式分别找正,只要找正连接圆盘或者上板上的避空圆孔圆,就可以找正整体夹具,保证了加工工件主孔和工件偏心孔时中心线和数控车床轴线保持一致。
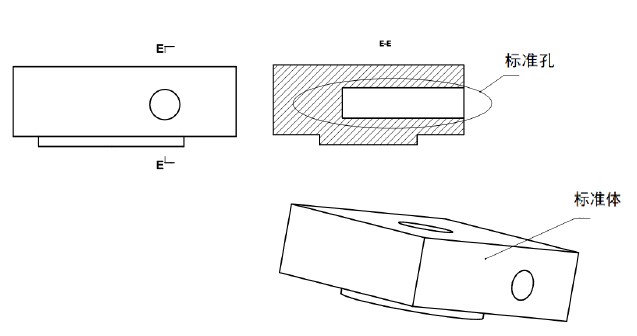
图6 标准体示意图
3.总结
通过设计的一套夹具能够实现在数控车床上完成两道工序的孔加工操作,结构紧凑实用,还能够根据实用加工情况进行分序加工,并实现快速更换定位件,保证加工精度的需要,同时介绍了一种夹具找正方法,实现了一次找正,多次快速更换的目的。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















