
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















90°数控万能铣头回转体的工艺性分析
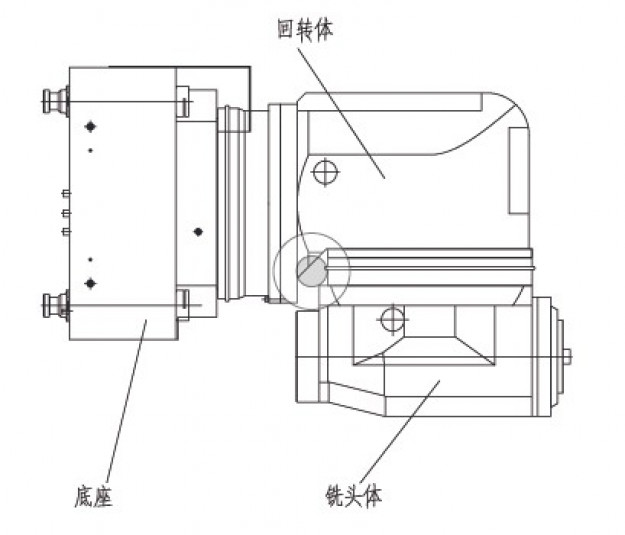
图1 外形尺寸图
一、产品概述
数控万能铣头是为我公司生产的数控落地铣镗床配备的主要附件之一,该附件通过更换滑枕前端护板与滑枕连接,通过CNC的程序控制,能自动地安装于机床上,并且该铣头能够实现自动转角及定位,同时具备自动夹刀功能。该铣头主轴能在垂直于方滑枕中心及平行于方滑枕中心360°任意角度上进行铣削加工,主机配有本铣头可以扩大其加工工艺范围。
数控万能铣头主要包括铣头体、回转体和底座三个部分,底座与主机的滑枕相连。底座与回转体间可以旋转、即C轴旋转,回转体与铣头体间可以旋转、即A轴旋转,两个轴的旋转运动都具有准确定位装置和防止旋转的夹紧装置。电气和液压装置用插头与主机自动连接,刀具能够自动地装夹在铣头主轴上,以完成切削的功能。外形尺寸图见图1。
二、回转体零件结构设计介绍
回转体是数控万能铣头的关键核心零件之一,回转体为铸铁件,内部结构详见图2。回转体内装有A轴转角的机械驱动装置和相应的传动装置,装有用于A轴精确定位的端齿盘装置、A轴端齿盘脱开与啮合的位置检测无触点开关、用于A轴旋转而配置的液压油缸、A轴夹紧油缸及弹簧组件以及A轴旋转用的液压密封元件等零部件。
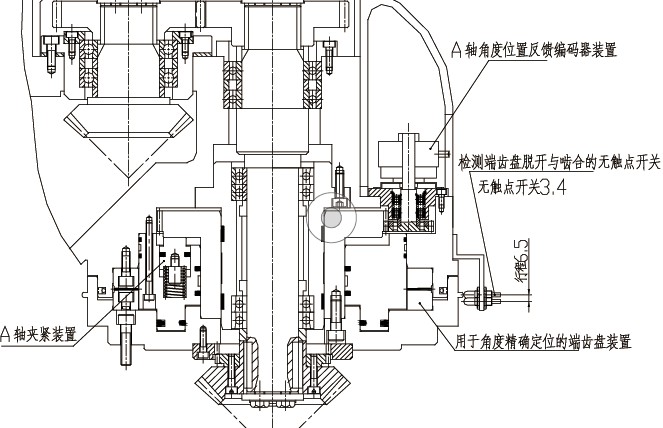
图2 回转体内部结构
三、回转体零件主要技术要求
主要技术要求:
1. 基准AΦ205孔与Φ250外圆的同轴度要求0.01mm,孔内表面粗糙度Ra0.8,外圆表面粗糙度Ra1.6;
2. 15.5尺寸右端面、63尺寸右端面与基准AΦ205孔的垂直度要求0.01mm;
3. Φ260孔与基准AΦ205孔的垂直度要求0.008mm,位置度要求0.02mm;
4. Φ310孔与基准BΦ260孔同轴度要求0.01mm;
5. Φ310孔内端面与基准BΦ260孔垂直度要求0.01mm。
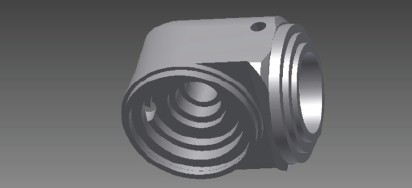
图3 回转体三维图
四、主要部位的工艺性分析
该零件为单件小批量生产,材料为QT600-3,毛坯为铸铁件。从图纸和技术条件可知:该零件形状复杂、壁薄且不均匀,内部呈腔形,加工部位多,加工难度大,既有精度要求较高的孔系和平面,内孔、外圆的形位公差要求比较高,尺寸公差也都是数字公差,也有许多精度要求较低的紧固孔。
1.孔的尺寸精度、几何形状精度和表面粗糙度
轴承支撑孔有较高的尺寸精度、几何形状精度和较小的表面粗糙度要求,保证此项精度是关键,否则将影响轴承外圈与体上孔的配合精度,使轴的旋转精度降低。支撑孔精度为IT6 级,表面粗糙度为Ra0.8-1.6μm,其他支撑孔精度为IT6-IT7 级,表面粗糙度为Ra1.6-3.2μm。孔的形状公差一般要求较高,在0.005-0.01mm。
2.支撑孔之间的孔距尺寸精度及相互位置精度
在回转体上有齿轮啮合关系的相邻孔之间,有一定的孔距尺寸精度及平行度,此项精度不好,会影响齿轮的啮合精度,工作时会产生噪音和振动,并影响齿轮寿命。这项精度主要取决于传动齿轮副的中心距和齿轮啮合精度,中心距公差为0.01mm,轴心线平行度0.008-0.015mm,回转体上同轴线孔应有一定的同轴度要求,同轴线孔的同轴度超差,不仅会给回转体中轴的装配带来困难,且使轴的运转情况恶化,轴承磨损情况加剧,温度升高,影响产品的精度和正常运转,回转体中同轴线孔的同轴度一般为0.008-0.015mm。
3.主平面的形状精度、相互位置精度和表面粗糙度
回转体的主平面就是装配基面或加工中的定位基面,它们直接影响回转体与产品总装时的相对位置及接触刚性,影响回转体加工中的定位精度,因而有较高的平面度和平面粗糙度,此回转体的平面度为0.005-0.015mm,表面粗糙度为Ra0.8-1.6μm。其他平面对装配基面也有一定的尺寸精度和平面度要求,如一般平面的平行度为0.005-0.015mm,平面间的垂直度为0.008-0.01mm。
4.支撑孔与主平面的相互位置精度
回转体上的支撑孔及孔端面对装配基面有一定的平行度和垂直度要求,平行度和垂直度要求在0.005-0.01mm。
五、确定的工艺流程及取得的成果
根据以上分析情况,回转体外形为不规则平面,要加工出合格的产品,需铸造出相应的工艺台,最好采用带数控回转工作台的加工中心,配备相应的进口刀具,采用一次安卡定位完成三个方向的孔、外圆及面的精密加工,因此,经过分析论证,我公司采取了如下的措施:
1. 为了防止零件在加工中的变形,铸件在出炉退火后,我们采取了两次时效,第一次是在粗加工后的热时效,第二次是在半精加工后的自然时效。
2. 将机械加工工艺划分为粗加工、半精加工、精加工三个阶段,而且在粗加工之前安排了荒加工阶段。这样先完成各尺寸的粗加工,然后完成各尺寸的精加工,目的就是既可以避免精加工后的尺寸受到其他尺寸粗加工、半精加工的内应力重新分布及夹紧力等因素影响,以致降低原来已经达到的精度和表面光洁度;同时也能避免因工序转换,在运输过程中使零件受到损伤而降低精度和光洁度。经过一定时间的自然时效,使零件的弹性变形及热变形得以恢复。
3. 选用进口把关设备:海科特加工中心,配备进口刀具:瓦尔特,山特的粗、精镗刀、瓦玉米铣刀、粗、精铣刀、套车刀、清根铣刀、面铣刀等刀具;
鉴于以上的分析及措施要点,我公司拟定并采用了如下工艺流程:
铸造→退火→划线→粗铣工艺台→粗加工外圆、内孔、面→热时效→划线→粗铣工艺台→半精加工外圆、内孔、面→自然时效→精加工外圆、内孔、面(海科特加工中心HEC630)
通过采取上述加工方案,完全实现了回转体加工的各项精度要求,对我公司顺利装配数控万能铣头提供了质量保障。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















