
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















柔性全自动冲压生产线发展现状

1 序言
近年来,我国装备制造业蓬勃发展,各行业对智能制造的要求日益提升。其中,作为交通工具的汽车已成为日常生活中不可或缺的一部分,人们对汽车品质的追求,已不仅仅从驾驶人员层面出发,对于汽车乘坐人员的舒适度、汽车智能化程度等,人们亦提出了更苛刻的要求。汽车制造厂商如何从生产设备方面来保障汽车产量和质量?下面从国内汽车行业冲压自动化生产线的发展现状方面进行分析和探讨。
2 柔性全自动冲压生产线发展现状
汽车产业作为我国GDP的重要组成部分,在拉动经济消费、改善国民生活水平中起着举足轻重的作用。随着我国国民收入的逐步提高,大众的消费水平尤其是对汽车消费的热度逐渐提高。人们对于汽车的追求已不再是传统意义上的出行工具,而是对于汽车的驾驶安全性、乘坐舒适性、操纵体验感、节能及环保外观等方面提出了更高的要求。生产厂商为了满足大众日益高涨的消费需求,正在加快更新传统的汽车生产设备类型及模式,尤其是对于汽车外覆盖件生产设备更新的需求更加迫切。
大型快速高效全自动冲压生产线是集机、电和液于一体的大型冲压设备,代表了当今国际冲压技术的最新发展趋势。随着更新换代速度的日益加快,汽车工业呈现出生产规模化、车型个性化及车身覆盖件大型化和一体化的特点。为了满足这种发展需求,高精度、高效率和柔性化的全自动快速冲压生产线逐渐成为越来越多的汽车制造商的必然选择。
随着国民经济的快速发展和科技的进步,智能制造已成为国家装备制造业发展的必然趋势。自动化生产已遍及各大行业,从航空航天、矿山机械、汽车生产,到家电制造等,都渗透着自动化生产技术。其中冲压自动化设备作为装备制造业的重要组成部分,也从单纯的冲压转变为结合周边设备的自动化冲压生产线,如开卷校平落料线、开卷校平剪切线、开卷校平纵剪线和机器人冲压线等设备均已实现代替人工生产,解决了目前劳动力不足的困境,并减少了危险环境下人工作业的风险系数。
图1所示为汽车车身钣金件主要组成,冲压生产线是该类型钣金件的主要生产设备。当今汽车工业正向大规模、多品种和换代快方向发展,对其制造装备提出了更高要求,迫切需求高质、高效和高柔性的高端冲压成形装备,以确保汽车大型覆盖件的质量和产能。本文对当下汽车生产行业较高端的自动冲压生产线类型进行阐述,通过对不同类型冲压生产线结构组成、产能产量的对比分析,助力汽车生产商在冲压车间规划时更加合理、高效地选择设备。
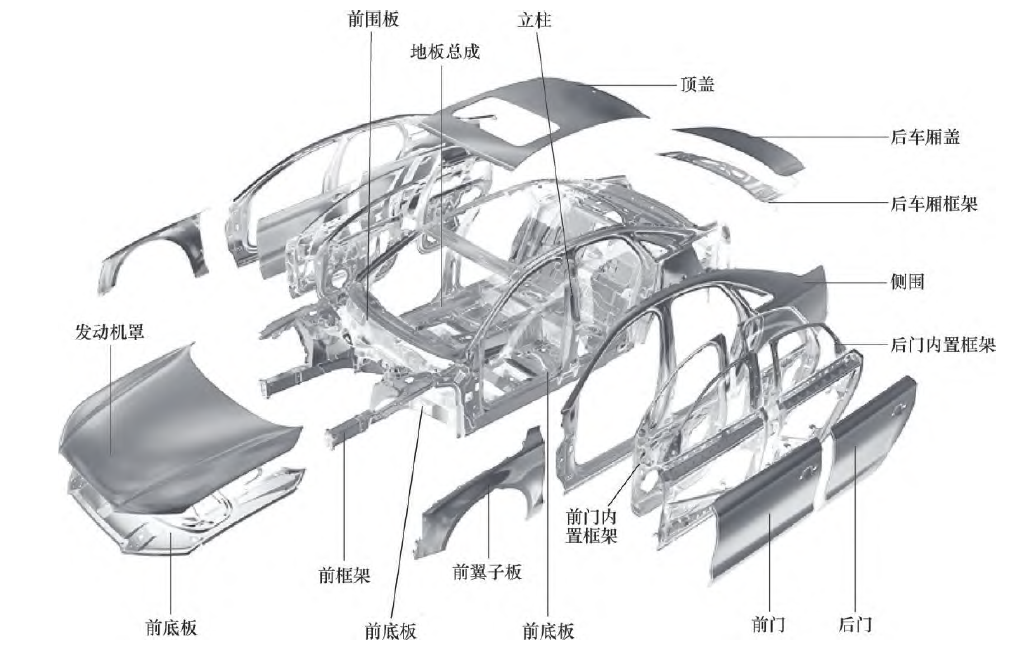
图1 汽车车身钣金件主要组成
3 汽车车身钣金件全自动冲压生产线种类
3.1 单、双臂冲压生产线
单、双臂全自动冲压生产线作为高效、柔性冲压生产线的新生力量,受到各大汽车主机厂的青睐。此种类生成线主要由4台或5台机械式压力机组成,每台压力机均配备可以沿垂直于整线方向自动开进开出的工作台。工作台开进开出的主要目的是更换安装在其上的模具,模具一般由上模和下模组成,上模安装在滑块上,下模安装在工作台上,上、下模具合模后,实现对覆盖件的拉延工序。和自动工作台对应的是端拾器的自动更换,两者结合可有效缩短换模及模具调整时间。
单、双臂冲压生产线线首单元主要包括机器人自动拆垛系统、高速桁架拆垛装置、板料自动清洗涂油系统及板料自动对中系统。线尾单元主要包括下料机器人、线尾皮带机、板料检验系统和灯光照明系统,用于汽车覆盖件成品件的人工辅助检验。
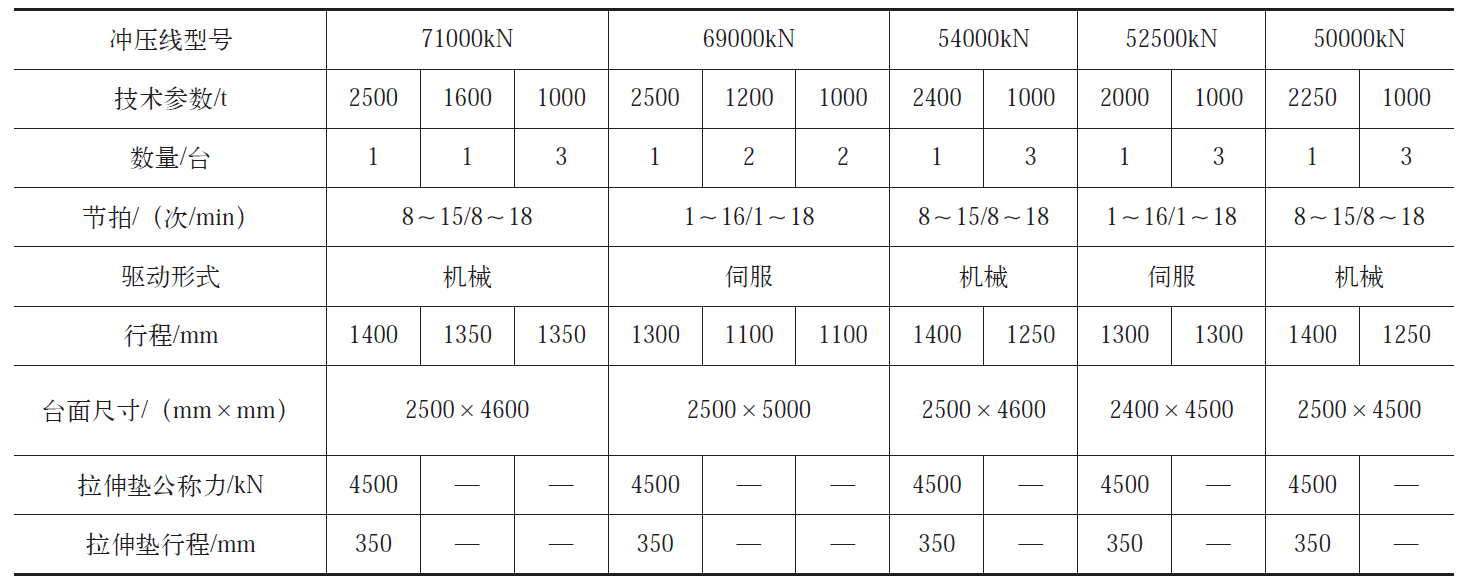
单、双臂冲压线的主要区别是两者的安装方式不同,单臂冲压线的拆垛及压力机间的传输机械手通常吊挂在机械压力机机身上,通过电气系统的控制可实现整线的断续或连续运行模式。双臂冲压线的拆垛及压力机间传输机械手通常安装在设备地基的基础上,相对于单臂冲压线来说,双臂冲压生产线系统速度更快,稳定性更高,可实现最高节拍18次/min的连续运行模式,产出效率更高。图2所示为单、双臂全自动冲压生产线整线布置,图3、图4所示分别为单臂、双臂送料装置。常用的单、双臂冲压线参数见表1。
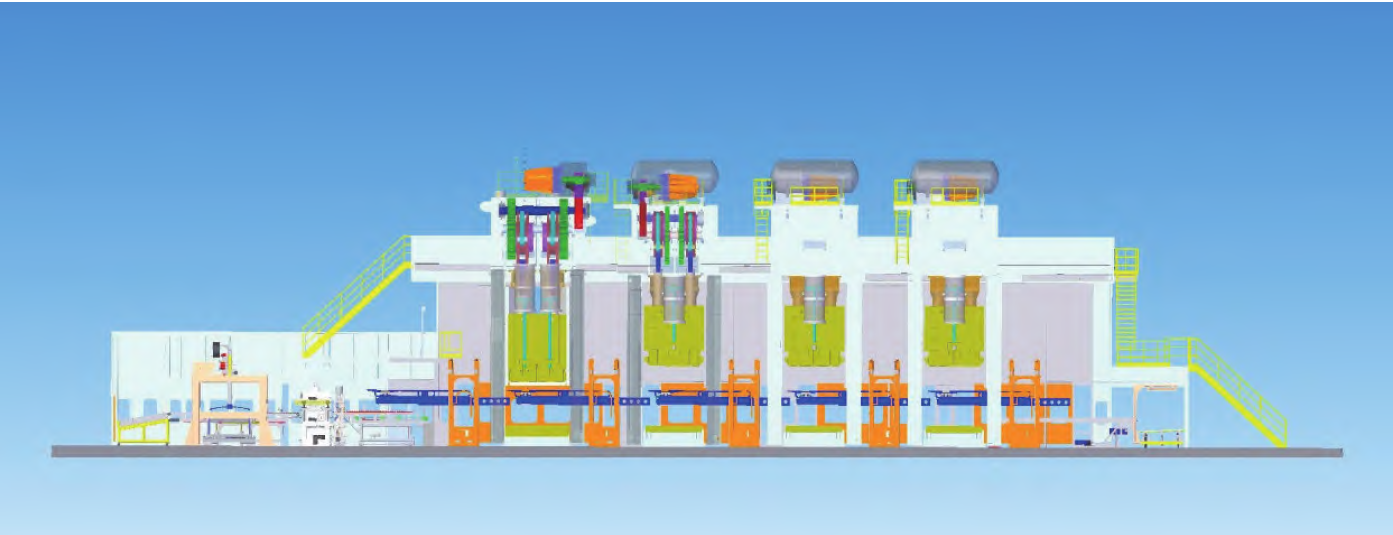
图2 单、双臂全自动冲压生产线

图3 单臂送料装置

图4 双臂送料装置
表1 常用的单、双臂冲压线参数
3.2 伺服冲压生产线
普通冲压生产线上所配备的压力机主要是机械式多连杆压力机,对于此种类型的生产线,能够满足冲压自动化生产的要求。但是对于想要达到高品质、高节拍和低成本生产需求的用户来说,配备普通冲压生产线显然是不够的。随着伺服压力机的研发成功,再配备高速、高效的自动化周边设备,可组成先进的伺服冲压生产线,为用户提供高端的自动化冲压生成线,此种生产线为未来汽车厂规划冲压线的主流方向。
图5所示伺服冲压自动化生产线的主要组成部分为上料单元、伺服压力机、传送单元、线尾单元及整线电气控制系统。其中上料单元主要包括垛料台车(2个)、磁力分张装置、高速桁架拆垛装置、清洗机、涂油机、过渡装置、对中系统和上料装置等,一般每条伺服冲压生产线配备4台或5台伺服压力机,具体数量根据生成线冲压的零件类型确定;传送单元主要包括高速传送机构上料、传送和下料装置等;线尾单元主要包括出料传送带、质检台、照明系统和自动上架系统。上述几个单元在工业以太网电气控制系统的互联互通下,实现钣金件的拉延、切边、冲孔和翻边整形等工序。
伺服冲压生产线相比普通冲压生成线,具有如下优势。
1)伺服电动机直接驱动压力机横梁传动系统中的多连杆机构,带动下方的滑块部分做上下往复直线运动。由于伺服电动机本身固有的特点,滑块部分可以在行程范围内的任意位置停留,冲压件拉延保压时间可人为控制,同时在伺服压力机中配备数控拉伸垫,冲压时所产生的压边力可调节,使得冲压件的外观质量有大幅度提高。
2)同机械式压力机相比,伺服电动机代替了传统机械压力机的变频电动机+飞轮+离合制动器的复杂结构,传动结构简单,便于维护,降低了电气系统的复杂性,且配置能量回馈功能,可将制动能量直接回馈至电网中,降低了后期运行费用。在没有制动器/离合器、飞轮、飞轮制动器、驱动带和滑块平衡器等装置的前提下,仍然能够实现运动曲线轨迹可调,大大提高了生产效率。
3)伺服电动机驱动可以实现连续运转模式,生产节拍大大提高,整线生产节拍最高可达18次/min。
4 结束语
本文通过对单臂、双臂和伺服3种柔性全自动冲压生产线的对比介绍,详细阐述了高速、快速柔性冲压生产线的结构布局、性能优势,总结了3种冲压生产线的结构组成、生产特点及适用场合,对于汽车生产厂商车间规划布局可起到一定的指导作用。
随着我国新能源汽车的逐步发展,在汽车零部件冲压制造行业会有更好的新产品、新技术、新方法和新工艺研发成功,进而促进我国汽车制造业的快速发展,引领国内汽车制造技术跻身国际高端市场。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















