
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















机床热设计与热补偿关键技术
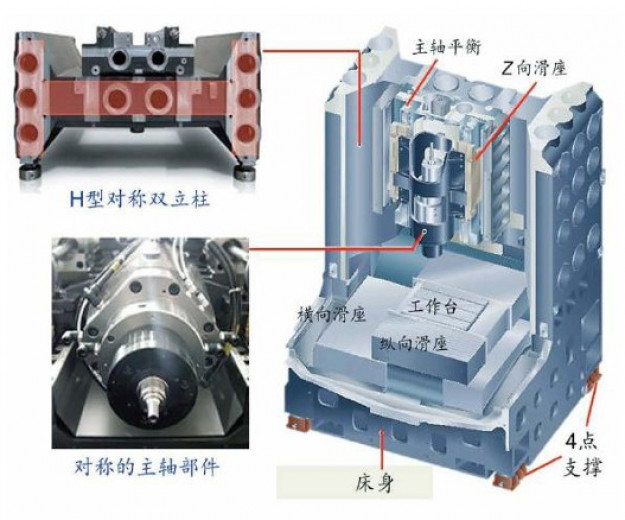
图1 YMC430机床对称结构
一、引言
在当下产业结构不断调整升级的背景下,我国先进制造业逐步取代传统制造业,数控机床行业也随之加速发展,尤其是高档数控机床的需求日益增长。数控机床加工精度的高低关乎着制造业产品的质量与品质,然而目前其在加工精度方面仍面临诸多挑战。
通常而言,加工系统误差与随机误差是影响数控机床加工精度的主要因素,涵盖了机床结构及制造产生的几何误差、切削力引起的误差、机床热变形误差、刀具磨损引起的误差以及数控监测系统误差等多方面,还包括机床振动、加工环境和操作环境所导致的误差。据相关统计,几何误差、热误差和切削力误差在机床总误差中占比高达 75%,由此可见,对这三项误差进行有效控制是提升机床精度的关键所在。在众多提升精度的方法中,误差补偿法凭借其独特优势受到关注,该方法通过分析加工误差形式,建立误差补偿模型,进而实现机床加工精度的软提升。
而就数控机床自身而言,近年来我国机床制造业虽不断发展,数控机床加工精度有了显著提高,但在可靠性、精度保持性以及热稳定性等方面仍存在进一步提升的空间。其中,热稳定性是制约机床精度的关键因素之一。在实际加工过程中,车间温度变化、主轴旋转发热、导轨摩擦生热、电机散热等各类因素相互交织,使得机床加工点位置产生无规律偏离,进而导致工件加工不合格甚至报废。
因此热误差研究不仅具有重要的理论意义,还具有广泛的实际应用价值。通过建立精确的热误差模型,可以为热误差补偿提供可靠依据,从而优化数控机床的加工过程,提高生产效率和产品质量,降低生产成本,增强我国数控机床在国际市场上的竞争力。因此,深入研究数控机床的热误差建模技术,对于推动我国制造业向高端化、智能化发展具有重要的现实意义。
二、机床热设计技术
金属材料有热胀冷缩的特性,温度每变化1 ℃,钢铁长度就变化11.7 μm/m。在设计阶段减少机床热误差影响,从根本上提高机床的热态特性尤为重要。机床启动运行后,其内部零部件在摩擦、机械运转及切削热等因素的作用下,温度逐渐上升,进而导致零部件尺寸发生热胀冷缩。这一过程中,机床的几何形状和空间位置精度会因热变形而出现波动,使得加工精度难以保持稳定。通常情况下,只有当零部件的发热量与散热量达到动态平衡,机床的整体热状态趋于稳定时,加工精度才能逐步恢复稳定。然而部分机床由于设计、制造方面原因,在运行过程中无法实现良好的热平衡,使得机床始终无法达到理想的稳定加工精度,严重影响了加工效率和产品质量。因此,优化机床的热设计,提升其热平衡性能,是解决此类问题的关键所在,也是提高数控机床加工精度的重要研究方向。
1.采用对称化结构
机床的结构布局,包括机床的结构形式、质量分布、材料分布、热源位置等机床内部的影响在机床热变形中影响较大。
机床结构的对称化可使构件的热变形走向相互不一致,从而减少刀具中心点偏移的影响。日本安田(Yasda)精密工具公司推出的YMC430微加工中心是亚微米高速加工机床。该机床的结构设计对热性能进行了充分的考虑凹,其配置特点如图1所示。
从图中可见,在机床结构上采取完全对称的布局,立柱和横梁是一体化结构,呈H型,相当于双立柱,具有良好的双向对称性,且立柱内部有循环冷却液,保持恒温。此外,主轴滑座无论在纵向还是横向也都是对称的。3个移动轴的进给驱动均采用直线电动机,使机床结构上更加容易保证对称性。2个回转轴也采用直接驱动,尽量减少机械传动的摩擦损耗和发热。
日本大限(Okuma)公司将“热亲和”作为其四大核心智能技术之一,使机床的热变形可预测、可控制和可补偿,并在其主要产品设计中皆加以遵循和应用。例如T2/ T4系列钛合金加工机床采用箱中箱结构,其主轴滑座结构和筋板布置上下左右皆对称,如图2所示。
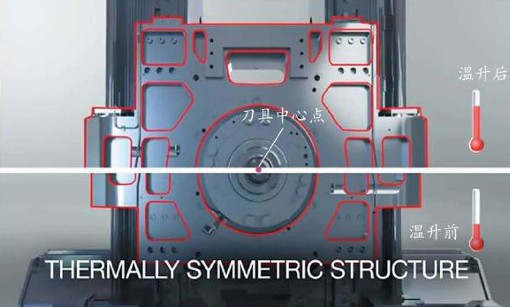
图2 主轴滑座的热对称结构
图中下半部为初始温度状态,上半部为环境温度和主轴温度升高的状态。机床结构尽管发生热变形,但主轴中心(刀具中心点)可以保持不变,称之为“热亲和”设计原理。
2. 采用合理的冷却方式
在现代机械加工中,冷却液的合理使用对加工精度起着至关重要的作用。冷却液不仅能够迅速带走加工过程中产生的热量,降低切削区域的温度,还能有效减少热变形,提升工件的尺寸精度和表面质量。尤其是在高速加工时,切削速度的大幅提高导致切削区产生大量热量,切屑温度极高。若不及时将这些高温切屑从专用沟槽快速排出,热量将会传导给工件和机床工作台,进而引发工件热变形,使加工尺寸偏离设计要求,表面粗糙度增加,甚至可能导致机床关键部件温度升高,影响机床的热稳定性,降低加工精度。
在机床结构设计中,应充分考虑增加自然冷却面积。例如,在主轴箱体结构上巧妙设计,添加自然风冷却面积。当机床处于空气流通良好的车间内时,这种设计能够借助自然风的流动,增强散热效果,有效降低主轴箱体的温度,减少因主轴系统发热引起的热变形。这种被动式的冷却方式成本低、维护简便,却能在一定程度上提升机床的热稳定性,有助于保持加工精度的稳定性和一致性。
三、机床热补偿技术
热误差源于机床零部件在运转时的发热与散热过程,各部件因摩擦、切削热、环境温度变化等产生热变形,进而导致加工精度的下降。误差补偿技术以热误差模型和传感器反馈值为基础,可对加工程序、数控系统或控制器进行补偿,运行过程中,热误差呈现出非线性,数学模型可以更准确地预测误差,为非线性模型的创建提供支持。
热误差数学补偿的常用模型包括有限元分析、时间序列分析、鲁棒建模及神经网络等。不再局限于传统的机械精度提升,而是通过精准的误差预测与补偿,直接在加工过程中对热误差进行修正。其核心在于建立热误差模型,这是一项既要深谙机床热特性,又要精通数学建模的复杂工程。近年来,众多学者致力于热误差建模的研究,探索了多种建模方法,从最早的基于物理模型的热误差建模,到如今结合数据驱动与机器学习的先进方法,每一步都推动着热误差补偿技术向更精准、更高效的方向发展。
1. 热误差测量技术
四川大学谢飞等人提出了一种综合系统聚类(SC)与灰色关联(GC)的测点优化及误差建模方法。以数控机床热误差实验为依据,基于系统聚类、灰色关联分析原理和文中提出的测点筛选原则,将温度测点的数量由20个减少为4个,建立了热误差温度测点优化模型并进行了优化计算。有效降低测点之间的多重共线性,有利于优化模型的预测精度。
2. 热误差建模研究
赵海涛等提出分组建模以改善预测精度。借助硬分断点和软分断点设计对温度变量、热误差变量采样数据序列分组的方法,以热误差拟合残差和为目标函数,利用遗传算法实现硬分断点的优化选择,给出组间热误差模型系数更替的判别依据,对提高预测精度有一定作用。
刘文涛提出了一种新的混合模型,可算出数控机床导轨直线方向上的误差,利用误差实时补偿系统可将直线度误差减少60%以上。
李有堂等结合布谷鸟算法的随机莱维飞行机制和最小二乘支持向量机结构风险最小化与线性规划等优点,提出基于布谷鸟算法优化最小二乘支持向量机的热误差建模方法,取得了良好的预测效果,且明显优于BP神经网络模型和未优化的最小二乘支持向量机模型的预测效果。
汤易升等以典型的三轴立式加工中心机床为研究对象,对机床Z轴向热误差和主轴箱Z轴向热误差进行测试,采用灰色关联分析和灰色聚类分析相结合的方法对温度测试点进行优化,从16个温度测试点选出2个温度敏感点。应用多元线性回归法(MLR),建立机床Z轴向热误差多元线性回归模型,大大提高机床的精度。
捷克布拉格技术大学Horejš等在传递函数的基础上进行动态建模,以主轴的转速、主轴功率和机器结构的5个温度为变量,研究对钢切削的影响,结果表明采用基于回归方法构建的TF模型,在不同切削条件下进行的钢切削测试中,最多可将热误差降低79%。
3. 热误差补偿研究
沈明秀采用加权最小二乘法进行参数自适应更新,给出了机床热误差自适应控制原理图,提出了一种用于识别和更新热误差的外生输入自回归模型,能够降低机床产生的热误差。
梁荫娟参考机床热误差补偿研究后设计了温度检测系统,建立了一套相适应的误差模型,发现存在热变形误差后立即进行补偿处理来确保误差最小化。弥补了温度有线检测的不足,确保了数据获取的完整性与准确性,实现了高效、准时地误差补偿。
台湾勤益科技大学Chen等用14个温度传感器检测机器周围的实际温度场,选择温度敏感性较高的4个点作为主要位置,建立热模型,并开发控制位移变化的补偿系统。其结果是,x,y轴的位移和刀具中心位置的误差均控制在20 μm以内。
上海交通大学杨建国等对机床主轴温度升高产生的组件变形情况进行了研究,研发出了对机床形成的误差实时补偿的系统,且利用热特性建立了理论模型,修正并获得了最终的建模方法。
Liu等提出了一种数据驱动的五轴机床补偿方法,探讨了热误差与定位误差的关系。提出了一种新的进给驱动系统热误差回归分析,预测了新工况下的热误差,与无补偿和无传统误差补偿相比,采用现有误差补偿的加工误差分别降低了85%和37%以上。
四、总结与展望
本文对机床热设计与热补偿的关键技术进行了分析。热设计方面,从对称化结构,采用直线电动机和对称布局的机床结构,搭配循环冷却液系统等方面进行综述。热补偿技术通过热误差模型和传感器反馈实现加工程序补偿。多种建模方法被广泛应用。机床热设计与热补偿技术的发展对提升数控机床精度、稳定性和竞争力具有重要意义。
未来,随着智能制造和工业4.0的发展,机床热设计、热控制和热补偿技术将不断优化和创新,为高端装备制造提供有力支持。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















