
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298




















-

电火花线切割机床工艺参数优化数据库系统
电火花线切割机床、数据库应用软件、旋压机、电极丝、数据库编程语言
2015-05-25 [电火花线切割机床][数据库应用软件][旋压机][电极丝][数据库编程语言] -

精雕CNC雕刻机—在轮毂加工中的应用
台机床、铣加工、轮毂加工。如果是首次购买精雕机,购机30天内使用不满意者可全款退货。为客户进行软件升级,提供增值服务。
-

易驱变频器在数控机床主轴上的应用
3.0kW数控车床、 ED3000系列变频器、数字控制机床,简称数控机床(NC,NumericalControl),是三十年来综合应用集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,在机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点。本文主要介绍易驱ED3000系列变频器在数控机床上的优越性。
2015-05-22 [3.0kW数控车床][][ED3000系列变频器]

-

如何判断检测机床的误差精度
数控机床、定位精度检测、伺服电动机、伺趿液压马达和步进电动机、坐标轴、 测量工具有标准转台、角度多面体、圆光栅及平行光管(准直仪)、
-
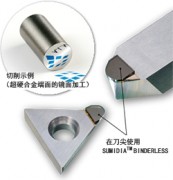
住友:金刚石超精密刀具 “BL-UPC”能对高硬度材料进行镜面和高精度切削
CVD单晶车削刀片、BL-UPC、A.L.M.T.、SUMIDIA™BINDERLESS、开槽刀具
-
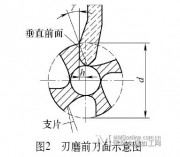
斩拌机等角螺线刃型切刀切割特性的研究
由于斩拌机采用广岛速转切刀切碎肉料和低速肉料送进系统,切割效率高,在生产过程中具有斩切;4拌乳化等作用,近年来越来越受到人们的扉睐切刀是斩拌机
2015-05-14 [等角螺线切刀切割特性][肉馅的加工是香肠饺子包子等食品加工]

-

Vardex TMSD产品带来经济的深孔螺纹铣削
刀杆硬质合金直 TMSD铣刀体式刀 在Vardex产品家族中最新扩展的多齿,单刃螺纹铣削TMSD产品线进一步延伸了其在高效,经济型深孔螺纹加工应用中的潜力。 如今TMSD所包含的经济型的‘U’型,‘A’型和新款Mini-L型(加工最小从M14X0.5起)单刃刀片(可分别用于大小螺距)已经覆盖了很大的加工应用范围。、
2015-05-13 [TMSD螺纹立铣刀][刀片][刀杆硬质合金直][TMSD铣刀体式刀。] -

瓦尔特推出带有高精度 PCD刀片的单刃粗镗刀
在乘用车发动机制造中,轻金属铸件的曲轴箱和带涂层的气缸工作面已成为一种趋势,目的是让发动机更小并 最终更加环保。
2015-05-12 [][PCD][刀片的瓦尔特全新粗镗刀] -

八个切削刃提高加工效率
Tiger·tec® (老虎刀片) 和 Tiger·tec® Silver (银虎刀片) 切削材质
-

基于UG螺旋槽丝锥沟槽铣刀的设计
摘要:本文介绍了运用UG技术进行加工丝锥螺旋槽成形铣刀廓形的设计原理和步骤,准确地做出铣刀回转面与丝锥螺旋槽的接触线——空间曲线。利用这种方法,通过已知的螺旋槽丝锥端面槽形,创建丝锥沟槽3D 模型,依据包络法加工原理设计出成形铣刀。
2015-05-11 [UG技术进行加工丝锥螺旋槽成形铣刀廓形的设计原理和步骤] -

-

螺纹表面粗糙度、螺纹牙底变形、螺纹牙底变形、螺纹乱扣、 攻螺纹时丝锥歪斜、、
立卧式车床(特别是大型立卧式车床)、龙门铣升级数控龙门铣、龙门刨升级数控龙门铣、卧式镗铣床升级数控卧式镗铣床、立卧式磨床升级数控磨床 数控机床技术特点有哪些。数控机床在加工精度、自动化程度、生产效率、劳动强度等诸方面都有普通机床无法比拟的优势,但购买数控机床特别是大型数控机床费用很高,常使许多用户望而怯步,特别是像我国这样的发展中国家资金有限,因而,大多数机械工厂想买而又买不起数控机床。
-
-

浅析国产数控系统的开发及其在中档加工中心上的应用
普及型中档数控系统是我国机床市场需求的主体,也是数控机床产业结构优化的基础。当前,国产数控系统产业面临着十分严峻的形势,国内80%以上中高档数控系统和数控机床依赖进口,数控系统产业发展的严重滞后,已经成为制约我国制造业发展的瓶颈。
-

专注成就发展 技术赢得未来——埃莫克法兰肯持续帮助客户取得成功
埃莫克法兰肯(EMUGE FRANKEN),这家来自德国的百年老店,用专注、专业在金属加工领域赢得了很好的口碑,产品、技术和解决方案帮助制造业解决一个又一个难题。如今,埃莫克法兰肯续写着在金属加工领域的传奇,并用不断推出的产品和技术持续帮助客户取得成功。
-

四大因素影响干燥机的干燥效果
尽管塑料颗粒的干燥是一个相对简单的过程,但是,在有些情况下,颗粒就是无法被完全地干燥。那么哪些因素会影响干燥机的干燥效果呢?接下来拓斯达科技结合经验给大家详细解答:干燥温度、露点、气流、时间
-

如何避免塑料拖链长距离运行时出现问题?
塑料拖链在长距离运行时,由于其一直在做往复运动,加上腔内电缆及自身重量,运行过程中经常会发生断裂。如何避免塑料拖链长距离运行时出现问题?保证塑料拖链的正常使用,下面华奥塑料拖链专家为您介绍几种常用方法,以便您科学的使用塑料拖链。
2015-04-28 [塑料拖链之间加装防滑片][][塑料拖链上加装支撑轮来支撑塑料拖链的长距离运行] -

如何正确安装调试数控折弯机模具?
数控折弯机是属于锻压机械中的一种,主要作用在金属加工行业。数控折弯机模具是由很多的零部件构成的,因此在安装的时候一定要检查好设备的状态,并且严格按照步骤来进行,同时在安装调试的时候注意安全,数控折弯机模具的安装调试过程。那么,数控折弯机模具在安装调试过程中有哪些注意事项呢?
-

-

伊斯卡BLP高效仿形风火轮球头铣刀
新型经济双面刀片带两个切削刃,为加工绝大多数工程材料提供了优选方案。BLR-MFW波形刃铣刀片为粗铣加工而特别设计,具有波形刃碎屑效应。另外,该铣刀还应用于大悬伸铣削及深腔铣。BLR-QCS铣刀片带分屑槽,推荐用于半精铣加工及精铣加工。独特设计使得铣刀片在不同定位槽实现交替安装,完成全效率切削。
2015-03-09 [全能型240°风火轮球头铣刀BLP系列][BLP-套式面铣刀][] -

山特维克可乐满CoroMill 5B90—实现无毛刺稳定面铣工艺的最佳选择
毛刺、刀具山特维克可乐满CoroMill 5B90充分满足了当今汽车行业对于在高压和高温下(如喷射系统和涡轮增压器)采用更轻和更硬材料的需要。这款刀具的设计可提供稳定和无毛刺的加工,并具有可预测的刀具寿命和十分出色的表面质量。
2015-03-09 [CoroMill][5B90][铝材][毛刺][刀具] -

数控车床的编程加工处理工艺
数控车床的编程加工处理工艺。1.确定工件的加工部位和具体内容确定被加工工件需在本机床上完成的工序内容及其与前后工序的联系。 (1)工件在本工序加工之前的情况。例如铸件、锻件或棒料、形状、尺寸、加工余量等。 (2)前道工序已加工部位的形状、尺寸或本工序需要前道工序加工出的基准面、基准孔等。 (3)本工序要加工的部位和具体内容。 (4)为了便于编制工艺及程序,绘制出本工序加工前毛坯图及本工序加工图。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















