
关注机床行业最新资讯,如需更多信息,请关注我们其他的社交平台!
现代机床杂志 2024 第一期

订阅电话:010-80335298
















高速动车组铝合金轴箱体国产化加工技术研究

高速动车组铝合金轴箱体一直依靠进口,轴箱体加工未形成标准工艺流程,工装、刀具及切削参数设置等还停留在理论阶段。“十一五”国家科技支撑计划中“高速列车关键材料及部件可靠性”课题对铝合金轴箱体国产化提出了要求。
铝合金材料热膨胀系数较大,温度及切削热对轴承孔等尺寸精度影响程度没有量化,该材料断屑不良会影响加工表面质量,铝屑缠绕刀具可造成机械手无法自动换刀。通过工艺准备,对验证材料进行加工试切,同时进行数控加工方面的系统研究,通过提高铝合金轴箱体加工精度,解决铝合金轴箱体批量生产所需的工装、刀具、切削参数设置、温度影响及断屑等问题,为后期铝合金轴箱体批量国产化生产提供技术依据。
通过试切验证,重点完成以下目标:①验证并选用合理的刀具及切削加工参数。②对工装的装夹方式进行验证,保证轴承孔形状位置公差。③验证环境温度、切削热对加工尺寸的影响,保证轴承孔最终尺寸符合图样要求。
1. 加工工艺
轴箱体如图1所示。
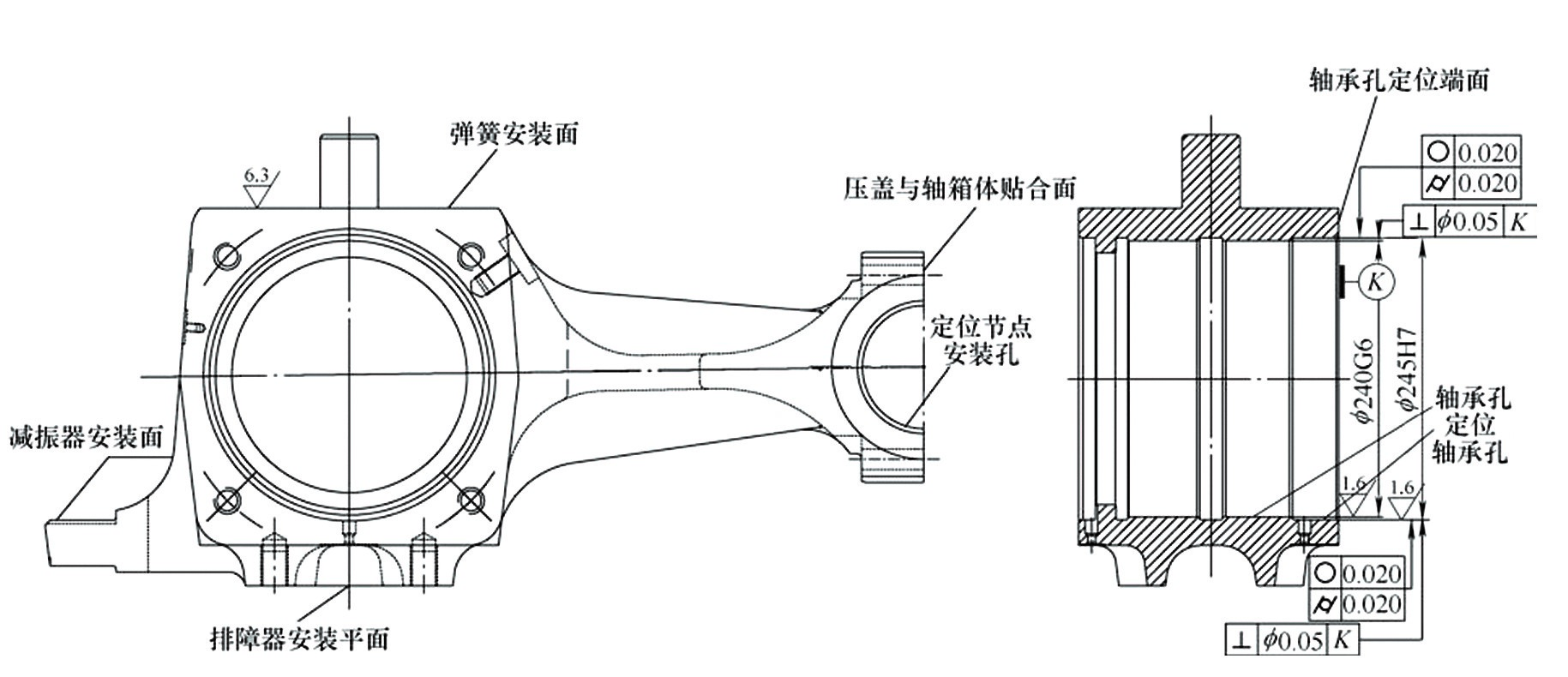
图1 轴箱体示意图
分析切削力、切削热及温度变化等因素对尺寸形变的影响,确定加工工艺如下。
(1)轴箱体、压盖拷料:双臂三维划线测量机整体拷料并划找正加工线。
(2)粗加工Ⅰ:立式加工中心按找正线铣轴箱体前后盖面,单边留量2mm,铣粗加工工装定位孔尺寸,铣小头侧端面至工艺定位尺寸。
(3)粗加工Ⅱ:立式加工中心按找正线铣压盖端面,单边留量2mm,铣压盖与轴箱体贴合面及减振器安装孔各部尺寸至图样要求。
(4)粗加工Ⅲ:卧式加工中心以粗加工工装定位孔定位,按找正线找正后夹紧工件,铣弹簧面、减振器座、排障器安装面各部,单边留量2mm。
(5)粗加工Ⅳ:组装压盖与轴箱体,立式加工中心铣柔性生产线一位精加工工装定位孔(轴承定位孔)、定位节点安装孔工艺定位尺寸。
(6)柔性生产线一工位精加工:以大轴承孔、定位节点安装孔及工艺定位尺寸面两面一销定位加工弹簧面、减振器座、排障器安装面、轴温检测座各部尺寸及工艺定位尺寸。

图2 轴箱体柔性生产线
(7)柔性生产线(见图2)二工位精加工:利用工件减振器安装孔短销定位,排障器安装面4个M20螺纹孔夹紧,以轴箱定位节点安装孔侧面为工艺定位面,加工轴承孔各部尺寸,压盖、前后盖各部尺寸。
2. 面铣刀刀片切削参数分析
在柔性生产线一工位加工轴箱体排障器安装面、弹簧面部位,选用φ 100mm面铣刀,主轴转速、进给速度相同, 改变切削深度、切削方式,利用TR100袖珍式粗糙度仪、PWB光学刀具校准仪及主轴负载显示验证不同角度刀片。当主轴转速n=660r/min、进给速度v f=520mm/min时,不同型号刀片切削数据如表1-表3所示。

新入驻企业
-
黄山工业泵制造有限公司
入驻:2026-05-14
-
东莞市鸿亨数控刀具有限公司
入驻:2026-05-14
-
东莞市宏珏数控设备有限公司
入驻:2026-05-14
-
常州市创荣工具制造有限公司
入驻:2026-05-14
-
奈博万精密工具(江西)有限公司
入驻:2026-03-25

展会追踪
-
2027第四届中国(江西)国际绿色矿业博览会
举办:2027-03-28 至 2027-03-30
-
聚焦网红重庆,制造重镇!第26届立嘉国际智能装备展览会,5月28-31日启幕
举办:2026-05-28 至 2026-05-31
-
2026河北国际机床展览会
举办:2026-03-26 至 2026-03-29
-
2026中部(郑州)装备制造业博览会
举办:2026-04-01 至 2026-04-03
-
成都国际工业博览会邀请函
举办:2026-03-11 至 2026-03-13



















